The clamping system is pretty simple and holds surprisingly well.
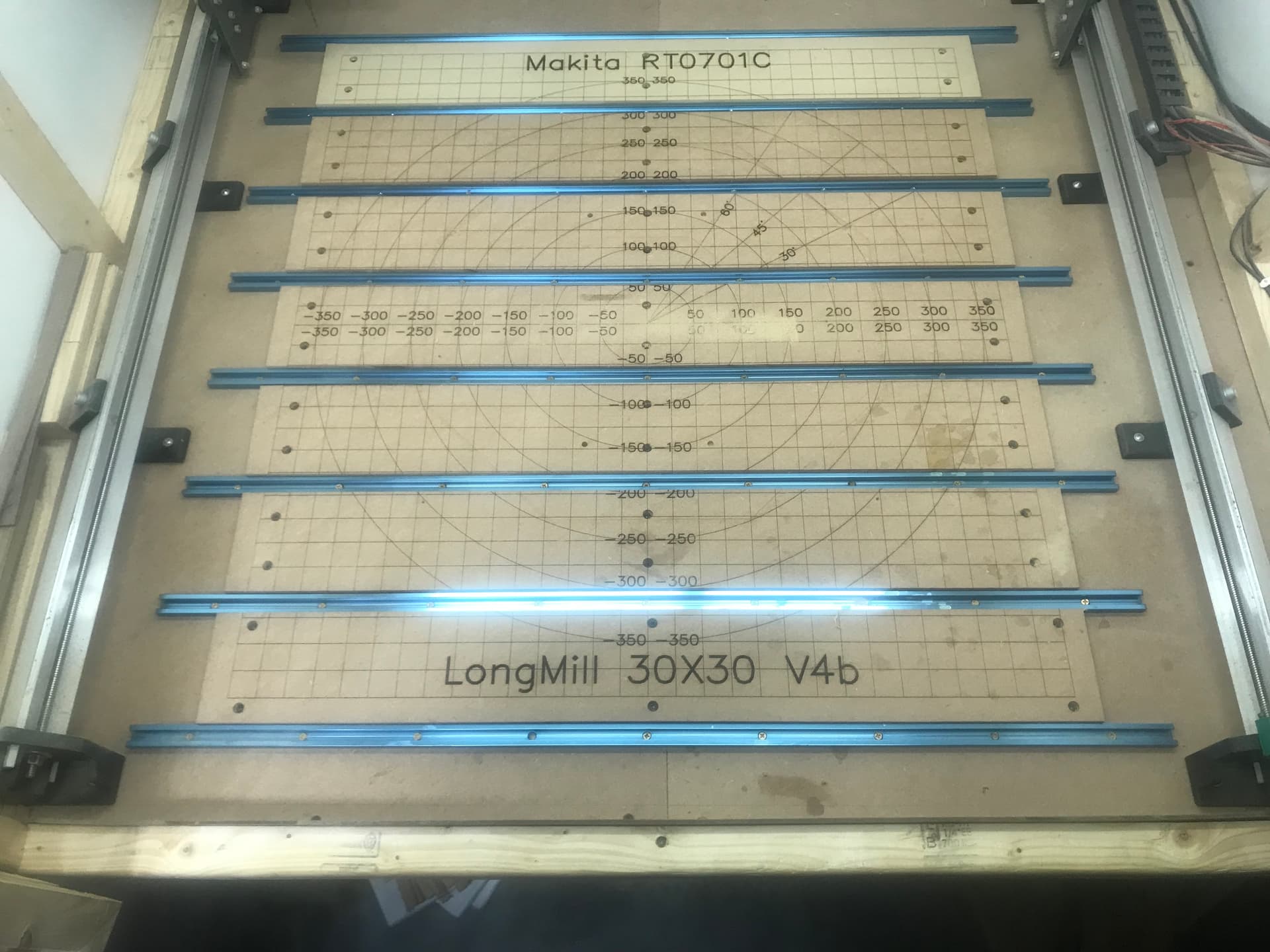
Here is the way my spoil boards usually look.
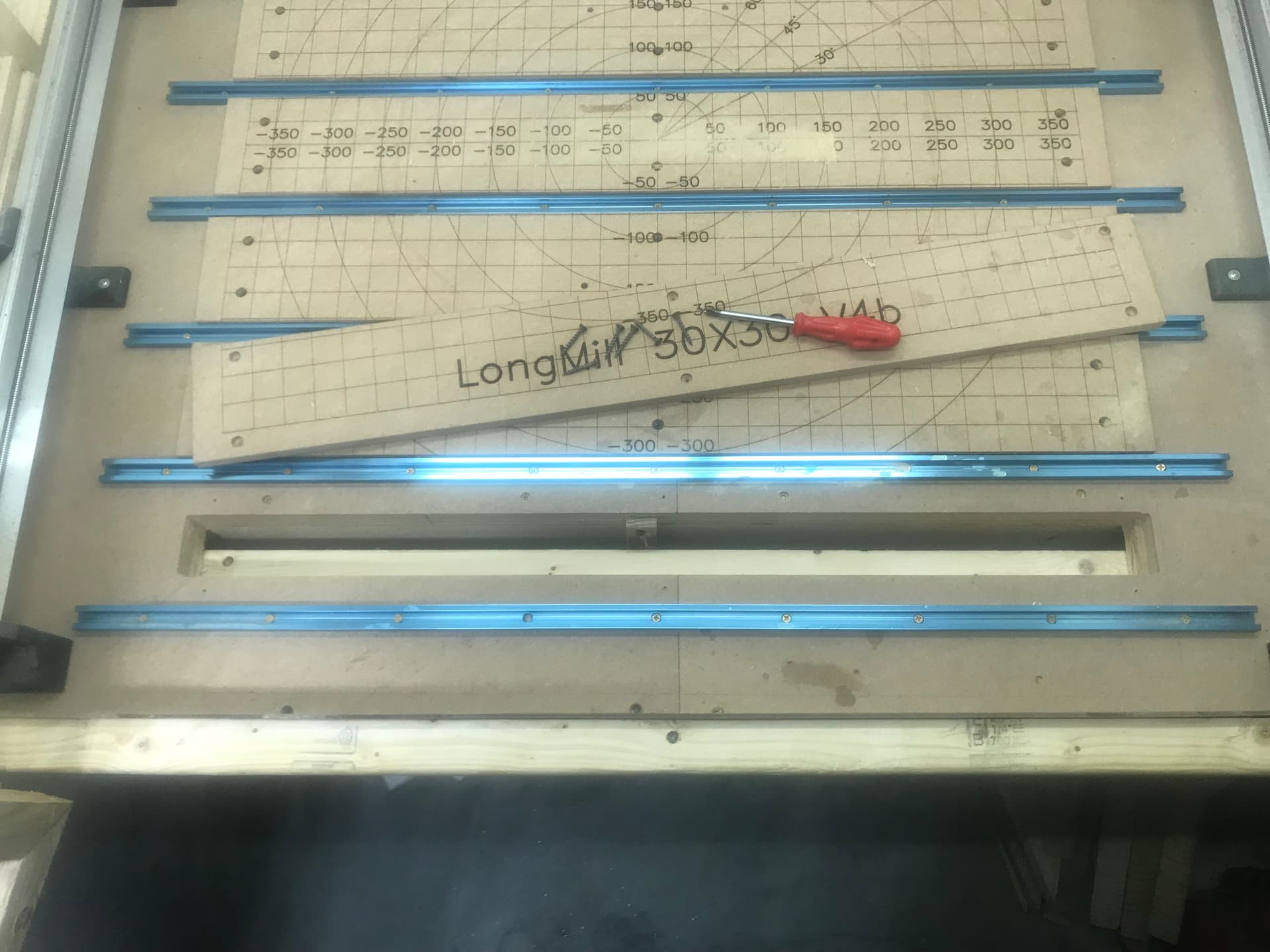
And for vertical I can remove the first section exposing a slot that I cut using the LongMill. You can see that I have a layer of 3/4" MDF and a layer of 3/4 plywood under that for my table top. The framing is all 2’x4’s. I had to put the router mount in the lower holes to reach when cutting the slot.
Next is under the table looking at the right side of a homemade Moxon vice. You turn the nobs and squeeze the stock between two 2’x4’s. The back of the Moxon vice, which doubles as a cross member was installed after the slot was cut so I could square everything up the best I could.

The left side of the Moxon vice for completeness.

And here it is clamping a board, the little vertical jig is set to vertical, or thereabouts.

The clamping system existed in my head before I started the table and dictated the horizontal spoil board pieces and some of the framing design. I haven’t been a woodworker for long and dovetails were pretty high on my list of things I wanted to be able to do. Something about them says quality, at least to me.