Has anyone here successfully made a “miter fold box” using a 90° vbit? What speeds, feeds, and RPMs did you use? I’ve not had any success… (I’m on Longmill MK2 w/ Makita router)
I refuse to believe a $100+ 91° vbit is the only solution, especially when every YouTube video I’ve seen uses a standard 90° vbit… and my results seem to be the opposite problem (outer corners align while inside has a gap).
I was exploring the concept of mitre fold boxes but could not get over the cost of a vbit. The general opinion that I got from all the internet digging was that you should have a replaceable insert cutter and the only thing I could find was an Amana cutter. At $241 Canadian (Amazon), it was too steep a price to pay to find out how good the concept worked. A replacement cutter blade was around $50!!!
I have read several accounts of no name bits not being balanced properly making them unusable. Then, as you said, there is the 90 degree vs 91 degree issue and there wasn’t a chance in hell I would try one bit just to find that I should really have bought the other angle.
The end result is that it wasn’t worth the cost for grain pattern matching to me when alternate joints are readily available.
Sorry for not answering your feeds / speeds / rpm question.
That’s why I’m curious about feeds/speeds/rpm… I’ve noticed some deep chamfers I’ve done had issues… never perfectly smooth and had layer lines delineating the Final Cut from the rest. Cut was a 0.5” chamfer.
I cannot help with feeds/speeds as I have never and likely will not try to do what you are attempting on cnc. I find that the cnc is excellent at carving but takes far longer to do joinery compared to other ways of accomplishing the same task.
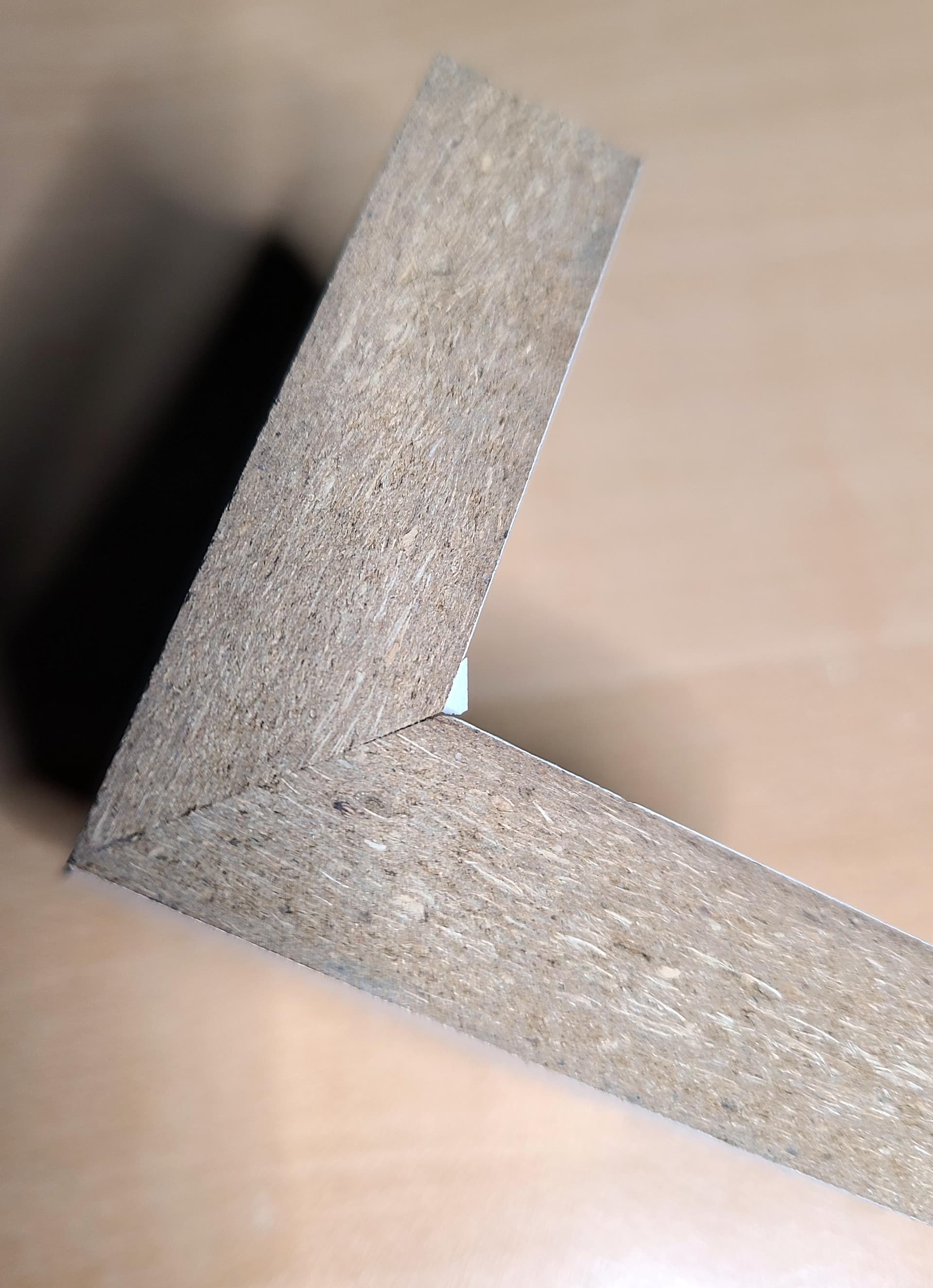
@pauljima I’ve done a few, but none recently. I did this one this afternoon in crap particle board so that I would have a pic to attach. I do these as vcarve toolpaths in VCarvePro,with a downcut 90° vbit. It’s only 3/8" diameter. If I were to ever get into doing this on a regular basis, I would look for one at least twice that. My feed rate was 100 ipm, with a plunge rate of 50 ipm.
Perfection!
What is a ‘downcut’ vbit?
Are you saying that the vbit is 3/8" for the cutting diameter?
How thick is the stock?
Does VcarvePro have some sort of function that takes a small vbit and makes many passes to produce a much larger v groove? If so, how many passes did it take to make this v groove?
Is that corner square too? That’s my issue… As far as I can tell, my 90 vbit is square. I’m not sure what the issue could be. Everything else I’ve cut seems on point, but I can’t get a proper miter cut to save my life… there’s always a gap on the inner corner when the two pieces are actually square.
Paul if the bit is a true 90 then it should produce a closed mitre. It seems that the issue you have is that the bit is not staying on plane when doing multiple passes. Possible causes are the bit is deflecting during the cut, or the bit is not square to the work.
I noticed this on on some miter cuts recently. My thinking, at least in my case, was that the board shifted upward when the material got thin enough because all my clamping was on the outer edges of the board with the cut going diagonal the whole length of the board. In hindsight I might have been better off to make the miter cut before cutting the ends. Either that or put some tape and glue in the middle area.
I’d make sure it is bit deflection and not the material lifting some small amount. The reason I think that was my problem is because after the ‘final pass line’ the carve was deeper. So carve being deeper means either the bit went too far down or the board came up. Like I said above the tape and glue method could help to hold the area of the cut if that is your problem too.
You’ll need to look at the line left from the last pass to see if it’s from the cut being too deep or too shallow and then at least you know what you have to fix.
As far as bit deflection, if that is the problem, I am no expert but there a couple of things that could help with that. First make sure all the wheels and anti-backlash blocks are adjusted so that’s not coming into play. Trying to keep the bit ‘stick out’ low and the router high in the mount can also help with deflection. With shorter stick out and higher router the forces on the bit have less leverage to flex the mill.
And of course smaller pass depths and slower feed rates could help with deflection. Personally I try to go for smaller pass depths before dropping the feed rate because lowering the feed rate drops the chip load and every time I’ve bothered to check chip loads they were always lower than recommended. I guess you need AltMill feed rates to get proper chip load.
Hmmm, I’ll try seating the bit further into the collet. I typically only leave like 0.25", but I’m already running the “slow” settings from the Sienci labs spreadsheet.
Just make sure the bit doesn’t bottom out on the shaft, I learned that the hard way! The collet needs to move up to squeeze the bit so if it bottoms out your bit could come loose.
@Jens Not to be a smart ass, but a downcut bit is just as its name says. It has a downcut shear to it. Just as there are upcut and downcut end mills, there are down cut v bits. There are no upcut v bits that I am aware of. Most v bits are scrapers. All of the v bits with inserts are scrapers. I have done these joint successfully with scraper-style v bits.
Yes, in my case, my downcut v bit has a cutting diameter of 3/8". As I said, if I were to do these joints frequently, I would look for something wider.
For this experiment, the material thickness was 5/8".
VCarve does set how many passes it will take to make the v groove. The groove’s diameter is twice the thickness of the material. The number of passes width-wise depends on the thickness of the material, the diameter of the bit, and the stepover set for the tool being used. I didn’t keep track of how many width passes this sample took.
Much of the succcess with these is trial and error. The toolpaths will vary depending on the exact thickness of the material, the diameter of the bit, the stepover, the feeds and speeds used and the machine’s capabilities.
@pauljima Yes, the inside corner is square. As I said in my reply to @Jens , there is quite a bit of trial and error to get these perfect. I don’t do many for that reason. I prefer other joining techniques.
Thanks @gwilki, I had never heard of a vbit that was anything other than a ‘scraper’. I also was not aware that vcarve was able to do wider grooves than the bit. I think I recall reading something suggesting it could but this is the first time I heard confirmation of this feature.I had tried to do this in Fusion but just couldn’t wrap my mind around it and gave up. If there is a feature to do this in Fusion I am not aware of it.
Since I don’t know much about vcarve, does vcarve allow for parametric modelling by any chance? I am pretty sure it doesn’t (which is why I use fusion) but maybe this is another thing that I don’t know. My (paid) fusion license expires in a few days and I am currently exploring if there is an alternative for fusion (other than freecad which I have tried a number of times but I just don’t ‘get’).
What is your preferred joining technique?
Update: Did a search for downcut vbit and found it … very interesting …
@Jens VCarve does not allow for parametric modelling. In fact, you cannot create models in VCarve. You can manipulate them to an extent and carve them. You can create models in Aspire. I don’t know a great deal about the modelling capabilities of Aspire, but I have read that it does not do parametric modelling. I know nothing at all about Fusion.
WRT to joining techniques, it depends on the project. IMHO mitered box corners in wood as opposed to MDF, for example, are inherently weak. The glue joint is end grain to end grain. You can augment it with splines but to me, that’s a bigger pain than it’s worth. I don’t do a lot of boxes. When I do, I have a locking mitre bit set for my router table. It produces a very strong joint. I also have a Keller dovetail jig for the router table. For the CNC, I have done dovetails and I have used my vertical clamping set up to custom make all kinds of different joinery. I am a hobbyist, so many of the things that I do are one-offs. I get a foolish idea and see if I can actually out how to do it. Once done, I move on.
Router table? Sacrilege! I hope you are hanging your head in shame …
I do have a mitre lock bit as well but could never get things perfect so my answer was to spend ungodly amounts of money on a CNC setup. Now I can be really consistent about the non-perfect joints. Hopefully with time I can get better at this CNC game.
My current project is blind mortise and tenon which looks surprisingly good but requires the use of a 1/8" endmill and I am paranoid about breaking the bit. It will take some time to get comfortable using such a tiny bit. Double sided operation will be the next hurdle in my quest for perfect drawer boxes.
@Jens I know that you are kidding. I have had a full range of woodworking tools and machines for a lot longer than I have had a CNC.
With respect to all those here, I think one downside of owning a CNC router is that there is a tendancy to believe it is the most efficient and effective tool for every job. It is not. As the saying goes “to a hammer, everything looks like a nail”. I enjoy the challenge of creating projects in CAD and the toolpaths in CAM. However, I still do most of my hobby on more “traditional” woodworking machines.
As to breaking 1/8" bits, while I have done that, it was always pilot error. Using ramps and setting feeds and speeds appropriately has all but eliminated that problem.
In VCarvePro, double sided jobs are quite simple and straight forward, despite what you may have heard.