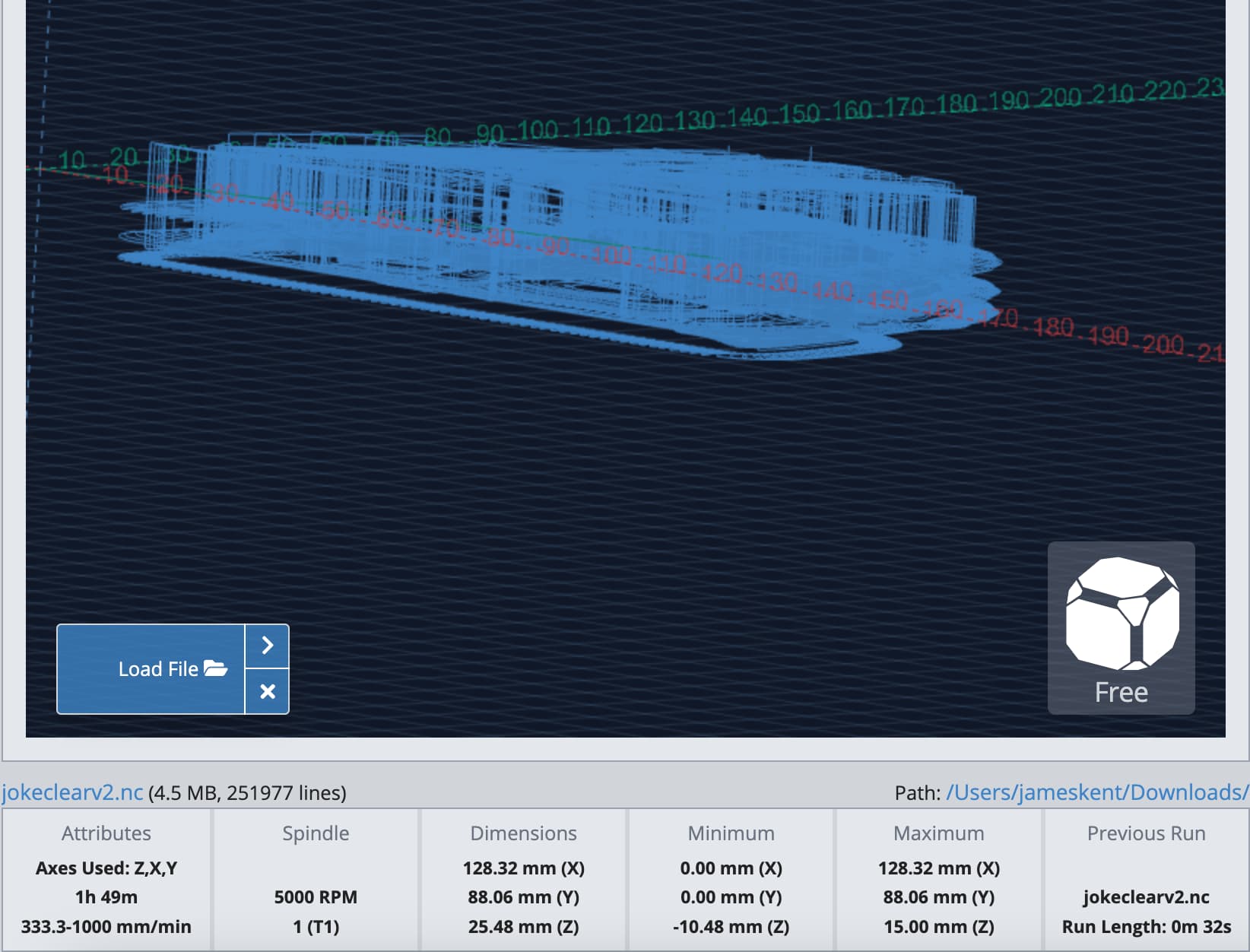
This nc file worked fine when loaded into fluidnc last but when I load it into g sender, the z axis of the work piece is below 0 instead of sitting on top of the zero. Is there a setting that I have wrong that’s not jiving with gsender?
Its over the file size limit so I can’t add it but here are the first lines of code
( vendor: Autodesk)
( model: Generic 3-axis Router)
( description: This machine has YXZ axis on the Head)
(T1 D=6.35 CR=0 - ZMIN=-10.481 - flat end mill)
G90 G94
G17
G21
(When using Fusion for Personal Use, the feedrate of rapid)
(moves is reduced to match the feedrate of cutting moves,)
(which can increase machining time. Unrestricted rapid moves)
(are available with a Fusion Subscription.)
G28 G91 Z0
G90
Wcs is model orientation, stock box point and is at the top of the stock, bottom left corner
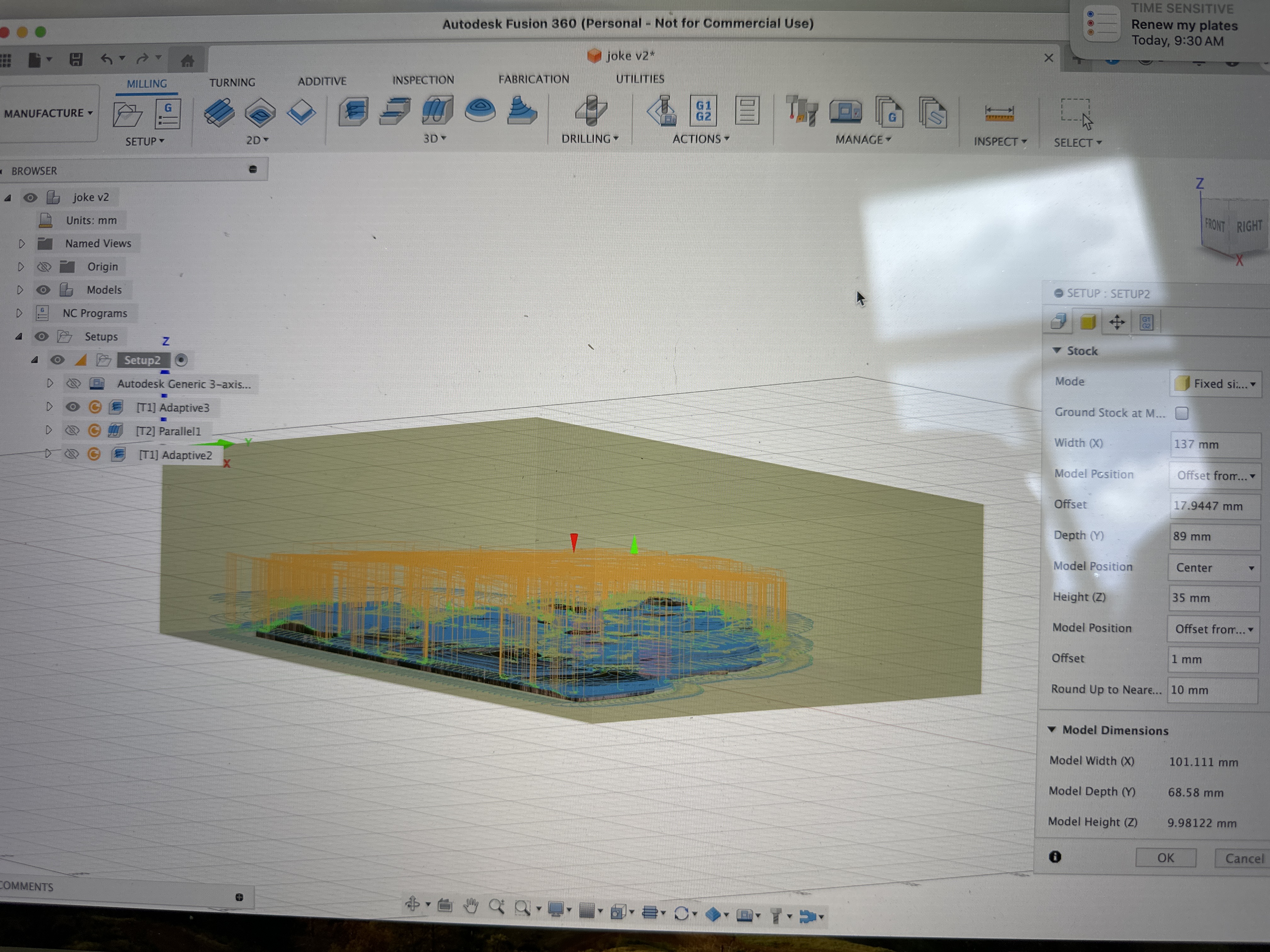
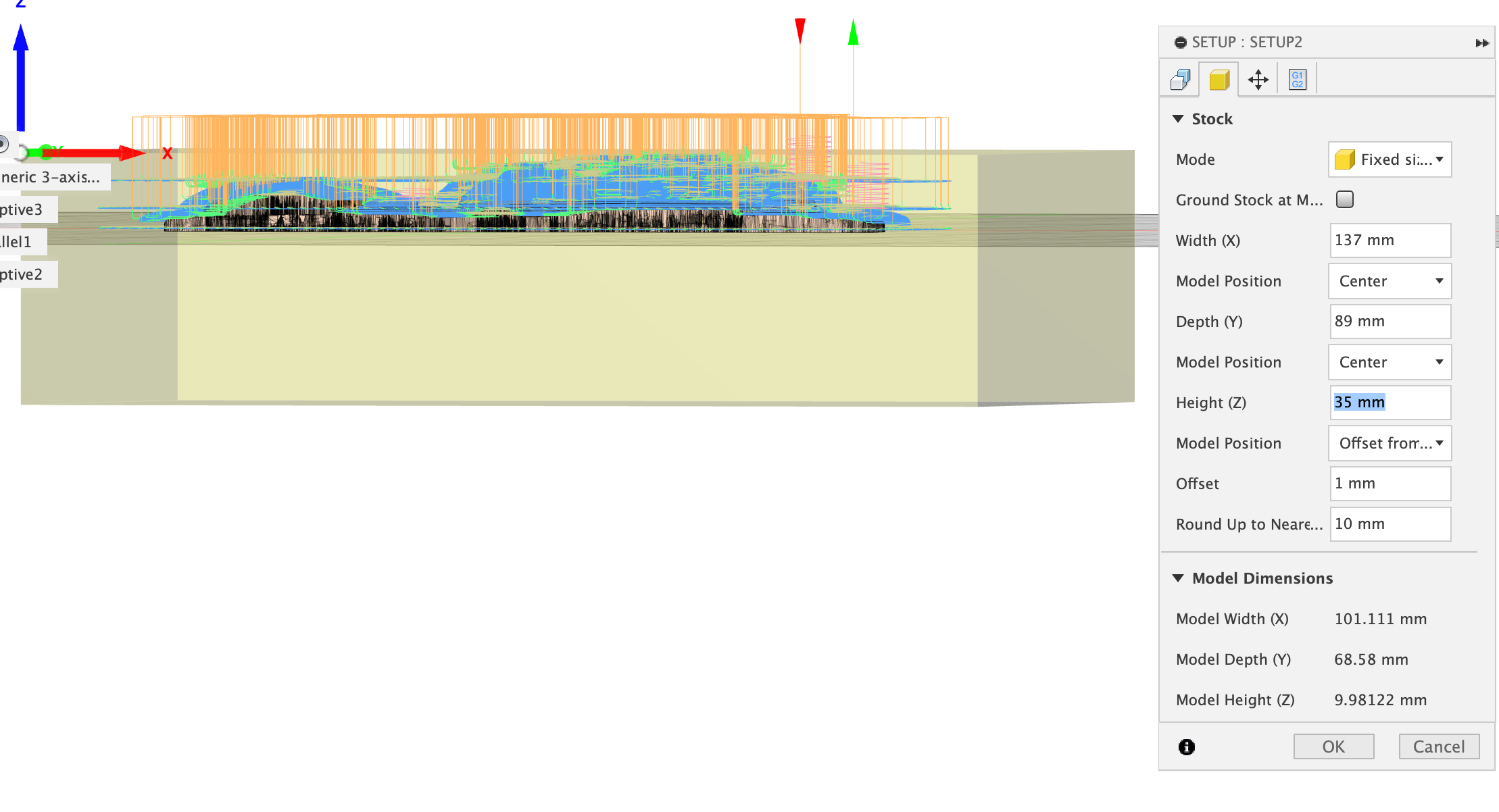
It’s the same file I used about 4 months ago on my old controller but fusion updated and now the stock is showing as starting on z0 (what I’m referring to as my spoil board surface) but my model is at the bottom of it and I can’t remember how to move the model to the top of the stock.
This is probably confusing, but it’s separate to what gsender shows which is half the stock below z0 and half above it.
When I change model position to offset from top (z+), it moves the model to the top of the stock but puts the stock below z0 again. For the life of me, I can’t remember why this is happening.
I thought you were using the wasteboard as your Z0? If you’re using the top of your stock as Z0, then you should set it that way in Fusion. Any chance you can share your f3d file? I’ll take a look.
If your going to use the spoil board surface as the origin you just need to do two probes. Probe XY with your block on the work piece and then do another Z only probe with the block on the spoil board.
I don’t know how to set the origin in F360 but if you can get it to either the top or bottom you should be fine as long as you probe the machine to match what is in Fusion. But if it’s in the middle Z that’s no good.
@cncdm That link goes to something called Jokeshare. I’m sure that is not what @NeilFerreri is asking for. Post the actual f3d file that you created in Fusion.
I can only find an f3x file and I’m not sure sharing the model alone helps if it doesn’t include my stock it’s designed into right? I loaded a few different file types into a folder that hopefully help
I’m not sure what that would be. When you go to File–> Export, you should see an option for .f3d or .f3z
Either of those formats will open in Fusion with all design elements and toolpath settings. I would see exactly what you see.
That said, I can see on your file link (@gwilki, jokeshare is the name of his model) that your model is offset within your stock. Set your stock as “Relative Size Box” with no offsets.
I did that and ended up with a model that’s at the top of the stock but the stock isn’t the actual size of the stock but I’m guessing that doesn’t matter. I ran a mock version to the side of the work piece and it seemed to stay within the constraints of the model.
But I still can’t test it because z+ is sometimes responding with a resistance or grinding and it actually goes down. Sometimes it doesn’t grind but only goes down. Usually a reset fixes it but now it won’t go up at all. Z max rate is 2000 and acceleration is set to 100 which worked fine with my last controller
It’s been an intermittent issue but now it’s constant
Edit. Z started moving correctly on a full unplug and I’m running the program. The z hasn’t changed though during the process. It keeps lifting and moving to new spots but hasn’t gone lower into the model
It’s also only moving at 4100 rpm even though the file calls for 5000 and when doing an m3s5000 command the tach shows 5,000 rpm