I’m not sure what I’m doing wrong but I can’t seem to get my CNC to run without making a noise like its binding. I’ve adjusted the tension on the wheels and backlash nuts but still getting this noise periodically on both y-axis,and sometimes one of them will bind up. I tried to upload a video but the file type is not authorized.
A question and a thing to try:
- With one Y rail not fastened down does the machine make the noise running back and forth?
- With one Y rail not fastened down, did you run the machine all the way to one extreme of the Y, until both motors stalled? (Sounds terrible, but it’s OK, and makes sure the X gantry is even on both Y rails)
Hope that helps, let me know what you observe.
@lowhillcnc
Can you post a video with the sound?
Also remember there is a break in period on these machines. Mine did the same thing. Made sure all the V-wheels were tight but able to be turned with my finger, not loose AT ALL, the backed off the backlash nut till it was JUST BARELY touching the plastic. Then I ran Y up and down and X left to right what seemed like a million times and the noise went way down for me.
1 Like
I did try that and was getting the noise, I’ll try it again.
1 Like
Swinly I tried that but the file type was not authorized, have you been able to post a video before?
1 Like
Thanks Patriot, I’ll double check everything again see if it makes a difference.
1 Like
Yes, I uploaded it to google drive or dropbox and then posted it from there. I’ve seen others use youtube.
If you have a youtube account already, sign in and click on the little camera with a “+” icon for create > then click upload video. After you upload it post a link here.
I unmounted the entire CNC and started from scratch with the table mounting. It’s a bit better but I’m still getting the noise periodically. It seems worse when you set the travel faster. This my be a stupid question but does Z- lower or raise the spindle? Mine currently raises the spindle and I’m not sure if that is reversed. I was doing the Z axis calibration and marked the top, but it then moved up instead of down which it appears it should have done.
1 Like
The position of the router seems to make the noise worse when it’s not centered ? Its not binding as much as it was which is good. I checked for square and ran the calibrations, its 0.42mm off on squareness and all other movement seems spot on.
1 Like
The Z- should lower the router. I’ve seen that issue mentioned prior but don’t know the details. As for the sound, from what I could hear (I’m in the shop with the longmill and dust collector running) it is similar to mine when I had the anti-backlash nuts too tight.
When you talk about the backlash nuts being too tight, are you talking about the 2 screws holding it in place or the one adjustable screw ? I have adjusted the 2 screws multiple times trying multiple configurations i.e. top one looser than bottom and vice versa and same tension etc. Just not having any luck. Maybe the machine does just need to be broken in. I was going to run a gcode of something simple without actually carving anything, a mock run if you will, just to see how the cnc handles and sounds.
Just to be clear here. This is just my opinion gathered from the last year of getting to know my machine.
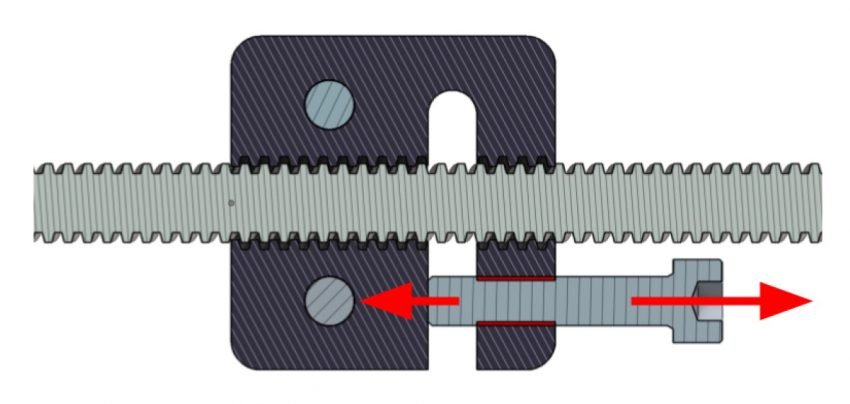
There is one bolt on each one that needs to be adjusted. I would loosen them completely (but not out) and then move the router to see if the sound goes away. Then tighten them just enough to take any play out of the gantry. It only takes small turns to adjust. Do the Y’s together and then move on to the others
1 Like
@Swinly, @lowhillcnc Hey Lonnie & Wade - The direction of the Axis movement can be changed in gSender firmware settings- check this link to this post from Kevin at Sienci: Z axis movement in Gsender - #8 by KGN
Steve D.
1 Like
I have posted this a few times and it seems to work, at least in my case. I was having strange sounds coming from the unit and I tried everything, after talking with the trouble shooters at Sienci labs my problem was solved so I will pass it on. I was able to turn both of my Y axis lead screws by hand with no effort at all and that’s not good. what I needed to do was run the gantry all the way forward till it stalls, as said above it sounds bad but it squares up the unit, then I backed off the gantry far enough to get to the backlash adjustment screws on the y axis. Turn the adjustment screws just enough so that the y axis lead screws were hard to turn by hand and that took care of my issue.
Can’t hurt to try it.
Good luck
1 Like
Thanks for reaching out Steve.
I found the place to make the changes under the “firmware” tab. All good now.
Thanks again.
1 Like
Hi Mike,
Thank you for that information. My lead screws were very easy to turn. I snugged them up like you suggested and have been running the break in g-code from IDC Woodcraft, I will attach the gcode file here for anyone else wanting to use it.
Iv’e been running for about 30 min now and no binding as yet, touch wood. Still some noises but sounding quite a bit better. I’m waiting on some dry lube to apply to all moving parts and hopefully that will just make it even better.
Thank you for taking the time to share your knowledge, very helpful.
2 Likes