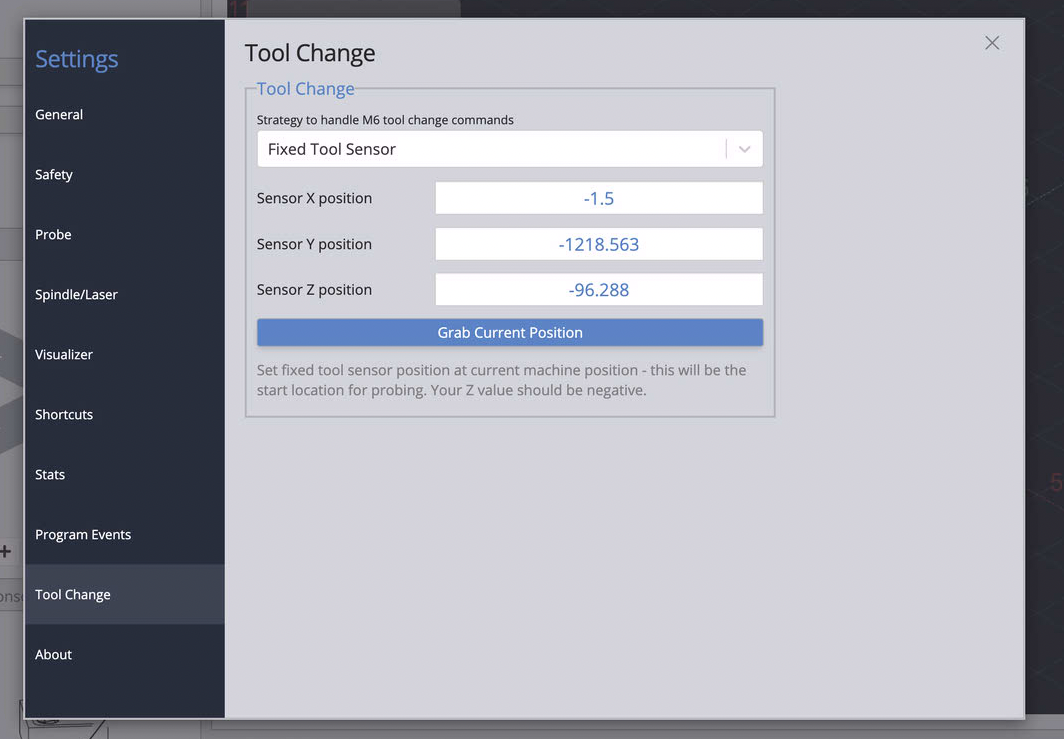
@gwilki Yessir, I was under the impression from trying to read from the earlier posts (BitSetter and other tool length sensors supported in gSender - #5 by NeilFerreri) when a bit setter was being set by Macros that this newer build of gSender could obviate that need by using the fixed tool, but the page Additional Features - gSender Docs doesn’t go deep with it, nor say if anything else needs to be setup, or how to validate it. So when I set it up per the basic instructions and get a tool change popup (tool paths generated from Vectric & @NeilFerreri 's post processing multi-tool script I get a hung tool change.
Other odd info is if you cancel it (the wizard), and then stop your job (because you can’t do anything), you are truly hung in gSender as the screen shows that it still thinks its running (“Running”) but nothing else can be done. So you have to quit and restart, reconnect, and reinit everything.
Hopefully I’m just missing a key piece of information and a dev or someone who has this working can chime in on for I know not how to proceed.
sidenote: I did get Edge setup as well and it still has the same behavior.