I’m using Vcarve desktop and gSender on my Longmill MK 2.5. Both are the latest versions. I created a pocket cut with a 3d model inside. Vcarve auto-created two tool paths, one for the rough cut using 1/4 endmill and another for a finish with a 1/8 endmill. The finish cut is deeper than the rough cut by about .02 inches.
I’m also using an Autozero plate and reset the Z for each bit change. Bits are tight in the collet.
This has happened twice with one working correctly in between.
My guess is that your bit slipped. Make sure your collet is clean, your endmill is clean, you have inserted the endmill deep enough but not too deep and above all, make sure you tighten the collet nut (probably more than what you think is necessary)
Thanks. It is frustrating as the entire cut took 10 hours, only to fail in the last 30 minutes. I’ve deleted all the tool paths, validated all settings, reconfirmed all tool paths and going to try again.
@Donpagel Thanks.
I guess the first thing to look at is to ensure that you are setting Z0 at the same location for each bit change. If either the material or your spoilboard are not perfectly flat and coplaner with the X and Y axes, a pocket could easily be out by 20 thou.
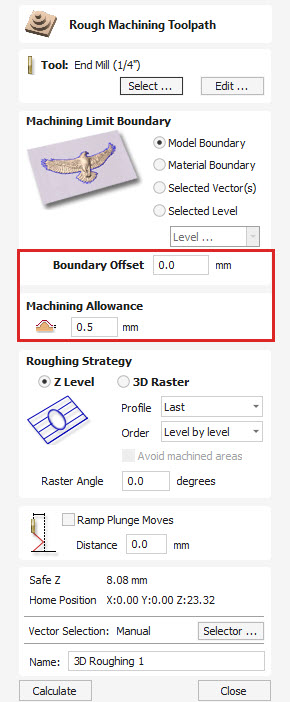
A Boundary Offset is used in 3D toolpaths, such as the 3D Finish toolpath, to ensure a clean final cut by extending the tool’s cutting path beyond the boundary vector. This offset compensates for the tool’s radius, forcing it to travel slightly past the edge to remove any “flash” or residual material left by the bit’s center cutting on the boundary. The value for the boundary offset should be equal to the radius of your largest bit.
A Machining Allowance (or allowance offset) is a setting within toolpaths that leaves a virtual amount of material on the part for a finishing pass, ensuring a clean, final cut. It can be a positive value (leaving more material, creating a snugger fit) or a negative value (removing more material, resulting in a looser fit or a final cleanup pass). This feature is crucial for precise fits in joints, inlays, and prototypes, and for achieving a smoother finish on 3D models.
You may want to play with these values a bit to see if they help find that perfect fit/finish.
Thanks. What baffles me is that the tool path creates both the rough cut and the finish when you create it. That said, I’m not concerned that is the problem. This problem occurs some times but not others. I’m building chairs and use my Longmill to cut out all the parts so they will be exactly the same, so I’ve been using the same g-code a lot. I’m even only setting Z between bit changes and checking it twice (because it’s been naughty and nice..lol). I’m still having the issue about every third run on average.
@Donpagel Something is off becuase VCarve does not auto-create a roughing and finishing toolpath. If you put more than one mill in either, VCarve will create a toolpath for each mill. But it will not create both a roughing and finishing toolpath on its own.
It will also create one toolpath for each mill that you select for a pocket toolpath.