The CNC machine I had purchased about twenty months ago was unsatisfactory in several respects. I had not assembled it with due care and attention. The machine, the smallest sized Shapeoko SO3, required about 6 weeks to assemble the machine so that square meant square and smooth travel meant smooth travel. One of the things which had become clear to me during the first few months of ownership is that making a baseboard from MDF (the supplied one one was 18mm in depth) is possibly a poor policy but it obviously keeps the initial purchase costs down.
Using clamps from several different clamp systems, I found milling some jobs awkward. I thought I could cure this by applying M6 threaded inserts to an MDF baseboard to a depth of 10mm and placed from underneath the baseboard. This strategy sort of worked and I could secure workpieces to the baseboard relatively easily. I had not considered the repeated tightening and loosening activity and it was after about a month of use that I had noticed that some workpieces moved slightly when being milled, when clamped, using Carbide’s stainless steel clamps.
Using an MDF spoilboard helped me to position the workpieces accurately. I had discovered 3M painter’s tape and CA glue and that helped for some projects. What had become clear was that work-holding was an important link in the chain of accurate working. It should have been obvious but it takes a while to note all of the important skills required for accurate CNC working. I had intended to mill metal (brass and aluminium) and I could see that much better work holding was required. It also underlined the conclusion that the more rigid one could make the machine, the better the performance was likely to be.
I purchased and fitted an aluminium fixture tooling plate. It had 840 M6 holes evenly distributed and it was 12mm thick. I also ordered two pairs of modular vices from the same manufacturer (SMW) This was not a particularly cheap option (basic cost plus importation taxes and transportation fee) but it changed everything I do for the better. I would tell any user that making the machine rigid, through the use of a metal baseboard, is probably the number one modification before undertaking any other modification work. It makes a significant impact on work-holding, reproducibility and ease of use.
Aluminium baseboard and modular vices are all from Saunders Machine Works. These items can be found at the following link.
https://saundersmachineworks.com/products/carbide-3d-shapeoko-3-aluminum-fixture-tooling-plate
The other vital adjustment was to the poorly designed belt tensioning system. I realised that inaccurate tensioning of the belts combined with the problematic maintenance using a belt manufacturer’s application (Gates) that produced rather variable results… was unlikely to assist me in my search for accuracy.
There is a gentleman (@NeilFerreri) who had posted a belt tensioning device on Thingiverse.
This was a great idea and I was able to get the components 3D printed, by Liam Newcombe, from the Carbide forum. These belt tensioners required some surgery to the endplates of the extrusions but now they are fitted, they work well. It takes me around 20 seconds to tension a Gates GT2 belt to 135Hz, which equates to a musical note of C3. I use a very cheap frequency receiver that works by vibration. I had used a sound receiver but the ambient noise made this an unreliable device in this specific context.
Now that the belt tension and the machine rigidity are much improved, I can routinely mill metal (T6 6061) to a depth of 20mm. using 0 flute, DLC coated. The tolerance which I can obtain is routinely ±0.0254mm (±0.001) and I am happy with that result.
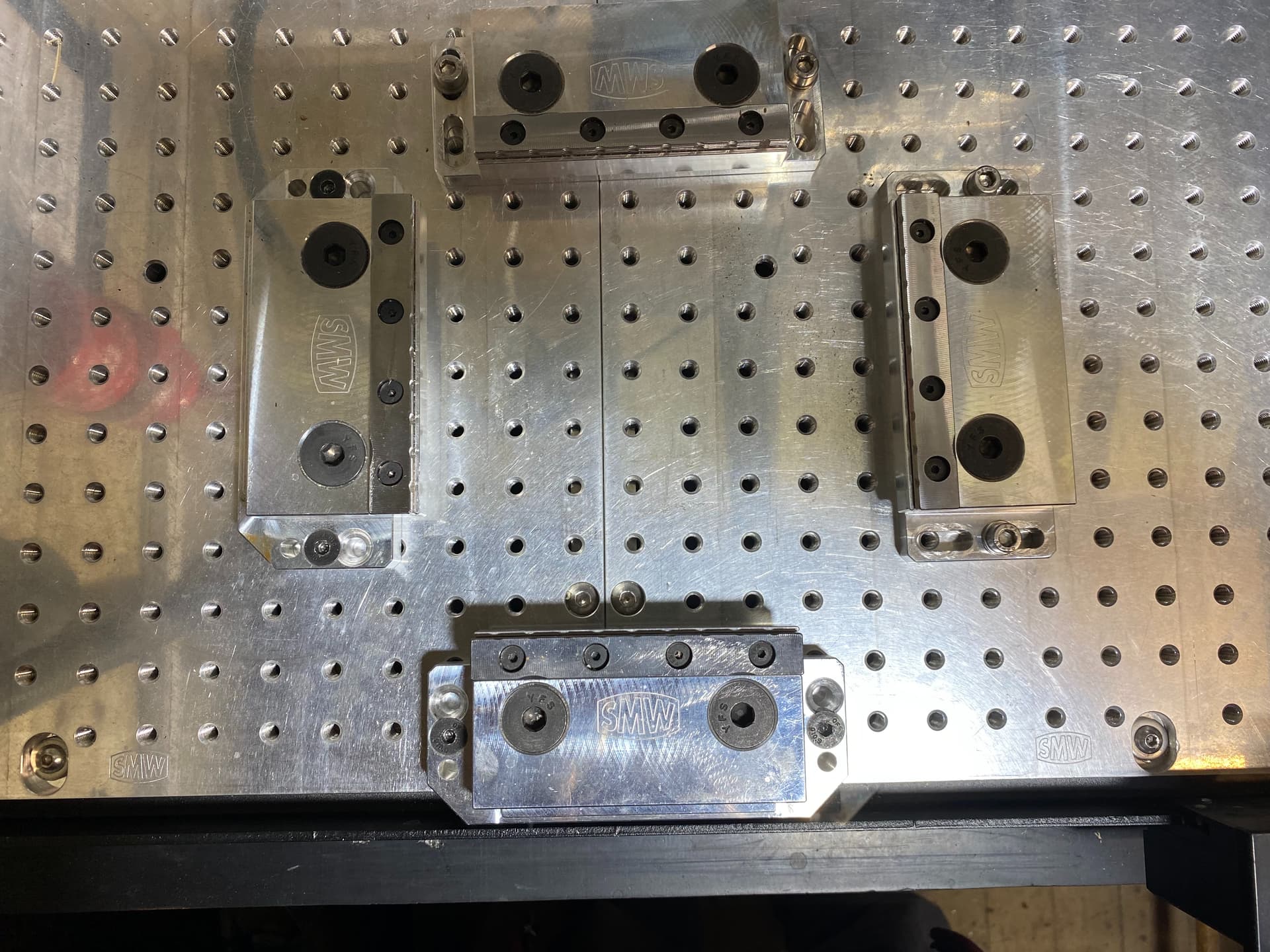
Images may help understanding… Here is an overview of the SMW fixture tooling plate in situ.

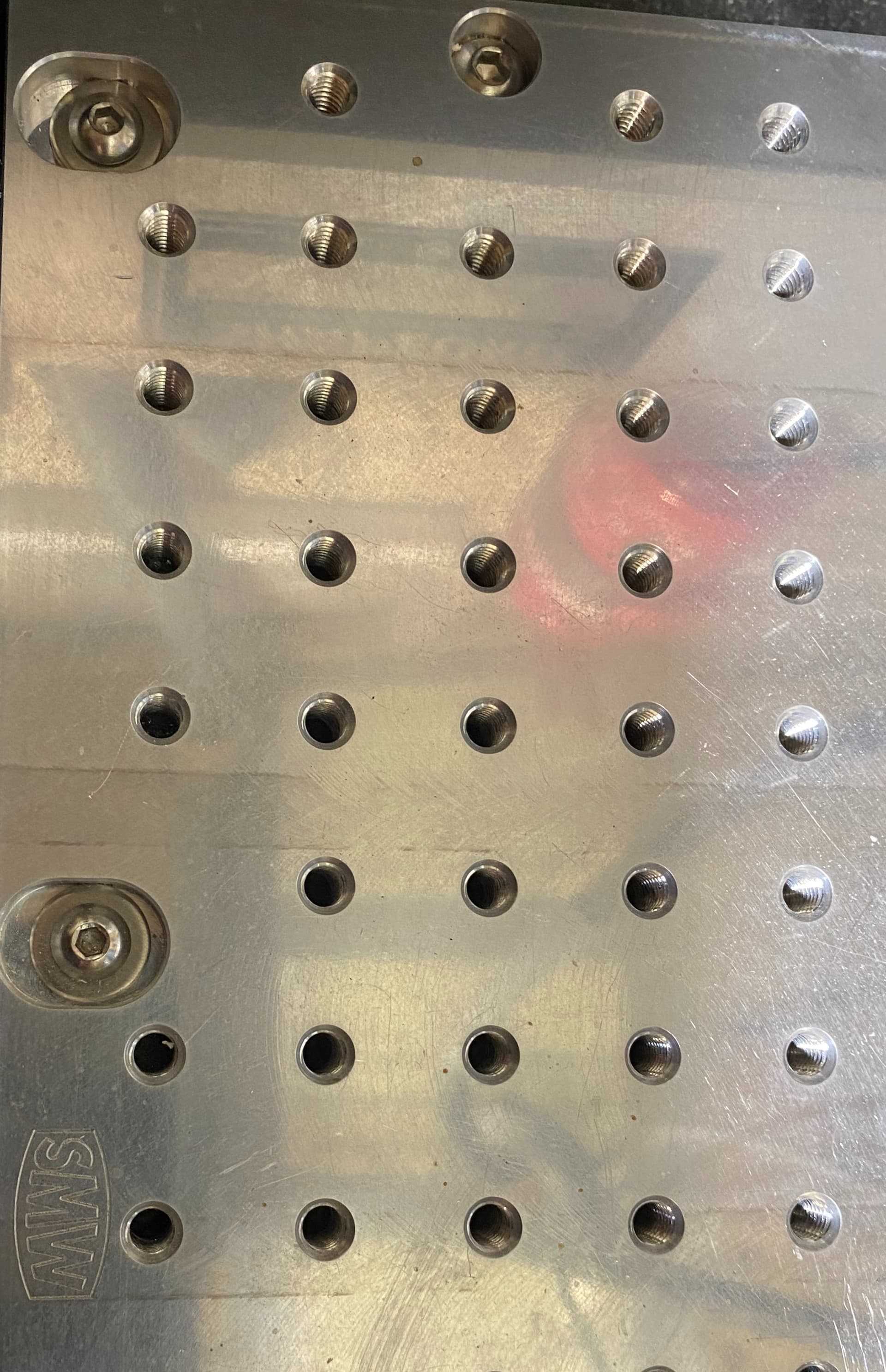
This image shows the machine tapped M6 holes.
The modular vices can be set to any width and I frequently use them in this configuration.
This is a side view of the much improved belt tensioners. The belt is now parallel with the Y rail whereas previously, the end of the belt was twisted through 90 degrees and then doubled under itself. To say that they could take a long time to adjust accurately is an understatement.

Machining aluminium is no bother, if you use good quality endmill bits. I use a supplier in the UK who charges reasonable prices. DLC coated endmills with a single flute are supplied at £5.28 ($6.59). The 1/8" endmills are sharp and last for about 20 cuts. The feed and plunge rate should not be too aggressive.
Recent aluminium projects: A new depth stop for a cheap pillar drill. Cut from 6mm x T6 6061 aluminium. This was my first aluminium project so it could be improved.

A recent project in 6mm and 2mm T6 6061 aluminium. The index holes are from a simple carbide drill for milling. They are .2mm in depth and will allow the user to drill holes to size to suit the job. The 5mm holes were not drilled. I like to use a helical milling technique for holes that must be accurate.

The hole remaining in the workpiece after cutting a 6mm rectangle. The cut edge is fairly flat with the expected lines at each edge of the tabs. These appear as the Z axis moves up to leave the tab. I was cutting using a .2mm stepdown and 10,000 RPM.
Two views of a DLC coated Rennie 1/4" single flute cutter. This cutter appears to be uncoated but I have used one for about 40 jobs.

Agood view of the single flute architecture.

The final image is a small MP4 clip that shows the milling of the pillar drill depth stop.
In summary: If you want to modify your machine, the biggest gain will come from increasing its rigidity. That is for milling and work holding. Uneven tension of belts (or lead screws) will affect the final dimensions of a metal workpiece. Only use good quality cutting bits.
I know it can seem to be attractive to buy 10 x single flute coated bits for milling aluminium for $10. The quality of the bit is reflected in that price. They will exhibit large runout and make a horrible noise while milling the work piece. The surface finish will not need adjusting by much if high quality cutters are used.
Hope this helps. All comments are welcome.
EDIT: Just to note that the laser label is unhelpful. I use safety glasses with an OD rating of 5.