please, is there any way to incorporate a rapid override. I really don’t like my z moving this fast. I have Close Loop motors.
1 Like
edit: i was a machinist for 25 years. ive done and seen a lot.
Hey Gary,
Welcome to the forums. Not sure what and why you are trying to do, but you can set your own speeds if you like.
Have you looked at the manual for the slb?
Hello Eddie, thx for responding. i have a fox alien CNC. i love gsender, plz don’t get me wrong. only thing i see missing is a rapid over ride. i know UGS and Candle both have a way to slow it down. instead of the machine moving as fast as it can, it will cut it down by percentage. its to make sure you don’t plunge the router in at full speed.
Is there a reason that setting $112 to the maximum speed that you want and setting $122 to the maximum acceleration you want wont work? These settings should be accessible in the Config section of gSender. These settings are the same in grbl and grbl-HAL so you should have them.
I’m confused by this because the plunge rate during a carve should be set by the program that created the G-code. I’ve never seen G-code that used G0 (rapid move) to plunge into the material. In any case if you set the maximum with a firmware setting, $112 and $122 are for the Z axis, there is no way that any moves can exceed what you set.
3 Likes
Yes, the plunge is a G1 command. i’m talking about G0 only
g17g120g90
g0x0y0
z.5
g1z.475f100.
g120 isn’t a valid G-code. I’ll assume you meant g20 for inches.
So this code moves down by 0.025" or 0.635mm? How can you test speed by moving a distance that small? And the feed rate is 100 inches/min? If you don’t want it to go down fast why does the code ask it to go 100 inches/min? I’m only more confused…
I may have this wrong because I always use metric.
EDIT: What program do you use to make your G-code? The ones I have used let you set a separate feed rate for plunge.
Sorry about the finger. yes i meant g20. also, g0 and g1 are two different commands. the machine itself differentiates the two. currently i use carveco. however i used mastercam for 10years. but i was taught on surfcam. its all the same in the end. let me write a different program.
btw, this is simple grbl programming that uses G&M codes
g17g120g90
xoyo
z1.
s30000m3
g1z.01f100.
x5.
g3x5.5y.5r.5
g1y5.
g3x5.5y5.5r.5
g1x.5y5.5
g3.x.5y.5r.5
g1x.5x-1.
g0z1.5
g90g0x0y8.
m2
also, this is a cool site. i screwed something up in my program.
ncviewer
Yeah, ncviewer is cool.
I haven’t used Carveco but I searched a little and you can set a different feed rate for plunge.
So you can choose the speed for XY moves and a separate one for plunges. I also noticed it can do ramps that would let you plunge at an angle for anything other than straight up drilling.
gSender already has an override that goes from 20% to 200% of the rate in the G-code file.
I don’t understand what else you want added to gSender, not that I have any control over what is added. I just thought that maybe what you want/need is already available to you and you just haven’t found it in the software that you are using now. I haven’t used anything industrial like what a machine shop might have so maybe some of the terms are different as well as the software.
1 Like
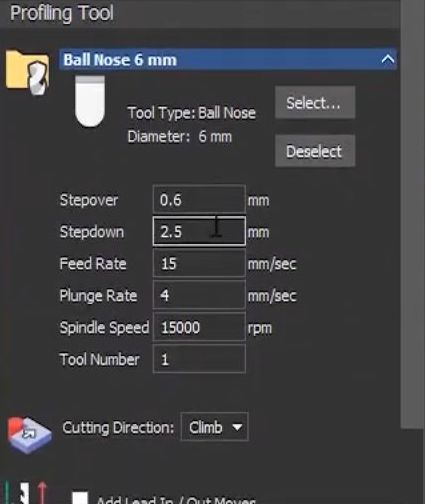
its hard to explain, what you show in the stepdown is simply telling the machie the depth of cut for the Z axis.
the pic is from UGS (universal gcode sender)
@Burrito Have you confirmed that that precise, normal and rapid settings don’t do what you want?
Two boxes below the Stepdown entry is the Plunge Rate. I didn’t realize where my cursor was when I took the screenshot. I wasn’t trying to bring attention to the Stepdown box.
In the example the Feed Rate (XY) is 15mm/sec but the Plunge Rate is 4mm/sec. That’s what I was trying to bring your attention to. I believe those would apply to all moves except G0.
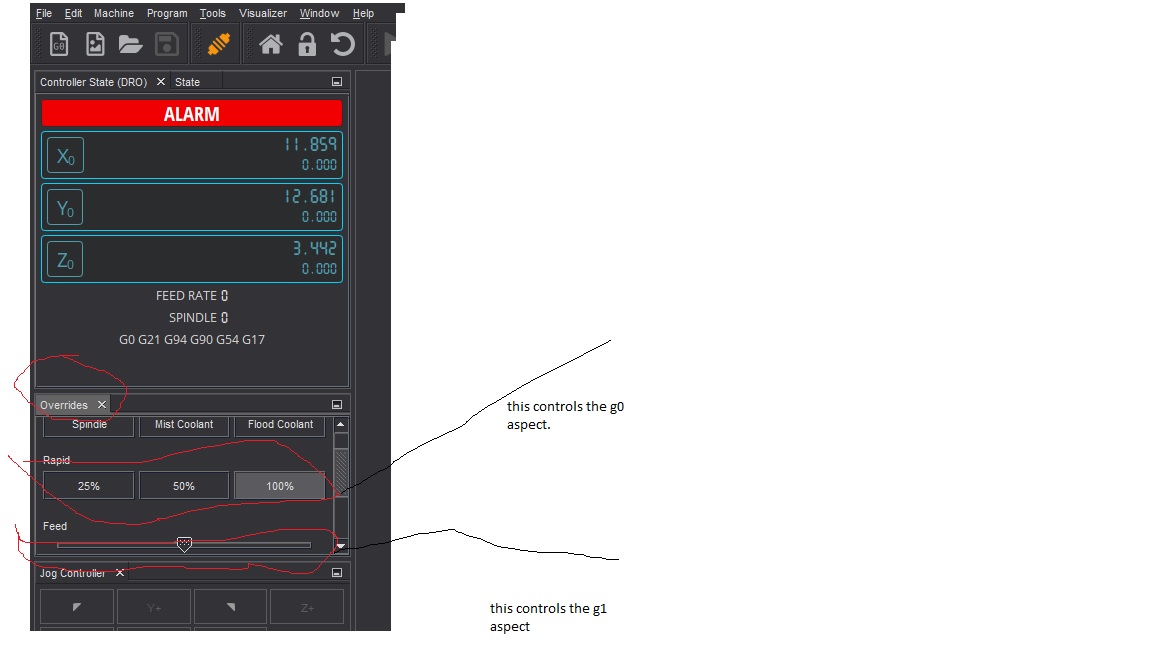
I see from your picture what you mean now. I gather that override affects G0 in a running program whereas Precise, Normal, and Rapid in gSender are just for jogging.
I suggest, in the absence of this feature, that you use the firmware settings for maximum travel rate to limit G0 moves. They are $110, $111, and $112 for the X, Y, and Z axes respectively.
I guess a picture really is worth a thousand words. We could have gotten on the same page quicker had we used them earlier.
Respectfully,
_Michael
1 Like
michael, yes now i guess you see what i’ve been saying. look forward to the future talks if they arise.
1 Like
I like this suggestion. Having a quick override for the rapids would be great. I like to slowly start my jobs and when I see everything is running good, full send it. This would be a nice feature! Please consider adding it. Thank you.