I’m new to using gSender. I currently have a Shapeoko XXL and have used carbide motion with their touch plate. I would like to start using gSender and I’m having trouble setting up the probe correctly. I have the latest touch probe from carbide create that has a hole in the corner. Any help would be appreciated.
I think that touch probe will only work with carbide as per stated at the info page for that probe.
NOTE: Carbide Motion 5.14 or higher is required for the BitZero V2
That sasid, there are some smart peeps roaming around this page that might be able to come up with a macro, or maybe there are allready macro’s out there that can combine this probe with g-sender.
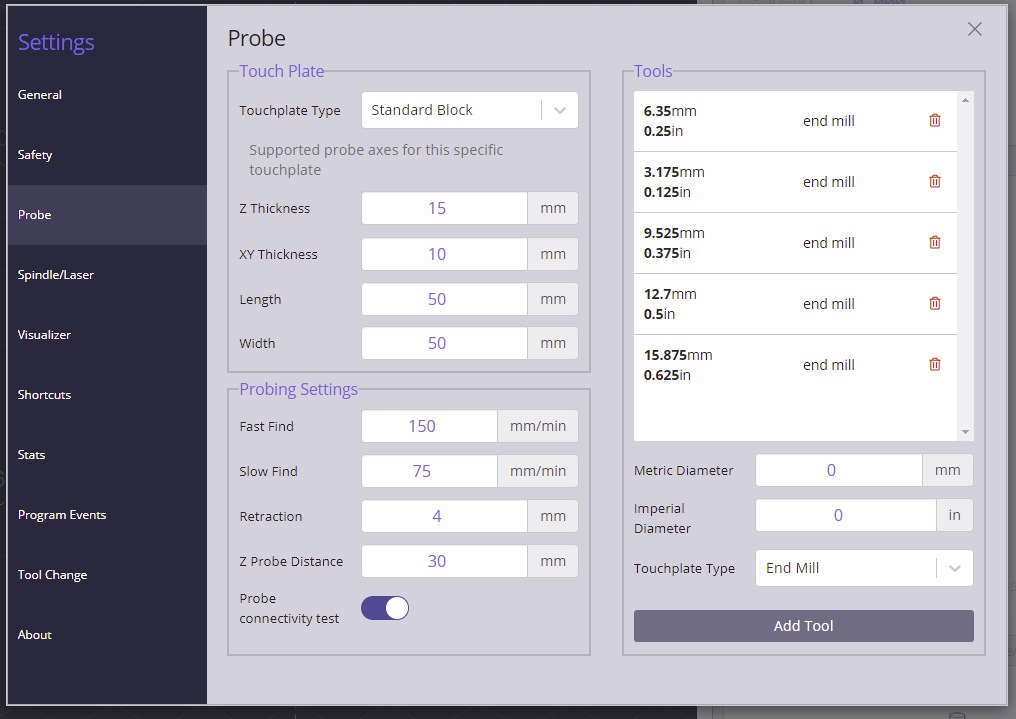
Sienci has theire own set of probes that go with g-sender that will work with it. You can change the dimensions of the standard block. No idea if you can pull that off with that specific probe.
TLDR, there was already a macro for this block, it’s linked in my next post.
I don’t have the BitZero but I have been trying to make a macro for you so it would work with gSender. I’ve been using a metal ring clamped to my standard probe block to test the macro. I will put it at the end of this post but I haven’t been able to make it work yet. I’m hoping that somebody else, possibly @NeilFerreri, can help me finish it.
First off I will explain how I think the BitZero works, I watched a video of it in action. I believe that the center of the hole lines up with where X0Y0 should be after the probe. Knowing that I think the probe sequence could be as follows.
Probe +X(right) and store position.
Move -X(left) to break probe contact.
Probe -X(left) and store position.
Calculate the X midpoint.
Move to the X midpoint.
Set X zero.
Probe +Y(back) and store position.
Move -Y(forward) to break probe contact.
Probe -Y(forward) and store position.
Calculate the Y midpoint.
Move to the Y midpoint.
Set Y zero.
Move up and then +X+Y to get over the block.
Probe Z.
Set Z zero.
Move up away from block
So far I can’t get past step 3, I always get alarm 4 (Probe not in correct initial state). I’ve tried putting in various G4 dwells and %wait’s but can’t seem to figure it out. It’s possible that it’s a problem with my test block setup but I think it’s probably the macro code that’s wrong. This is only my second somewhat complicated macro so I’m still learning for sure.
Also there is a line at the beginning of the macro for the BLOCK_THICKNESS, I set it at 15mm but it needs to be set to the actual Z thickness of the BitZero, I could not find that information. If you decide to try the macro I would suggest testing it on a piece that is not clamped down in case something is messed up. That way it can push the block and not break a bit if I’ve messed up.
To try the macro create a new one in gSender and copy/paste the text from my upload.
Hopefully someone with some more experience can help finish up the macro and get you going and me learning.
EDIT: Also on the moves to break contact I set it to move 2mm which could be a problem if the bit is so large that it doesn’t have 2mm to move. On the plus side that move is away from the work piece so it should just push the block in that case as opposed to breaking the bit. And I should mention that this macro is for the front left corner only. If we can get it working it wouldn’t be much work for me to make macro’s for the other corners if you want/need them.
Well I guess I should have checked out Neil’s macro’s on GitHub because he has already made one. I’m assuming Neil made it, I know he made some of the others there. You can find it here. I’ll study it myself to see where I was going wrong.
Don’t worry about his macro’s being for cncjs because gSender is based on cncjs and they should work fine.
As always I’d still be careful running a new macro just in case although I trust Neil’s work. I’d move off from the work piece after running the macro an then use Go Z0 to make sure the thickness of the block hasn’t changed.
Please post back if you have further problems or just to let us know that you got your block working with gSender.