Hi there,
I was wondering if there is some place we can download the complete Sienci endmills tool database for Fusion? I was notably trying to find a one including the 1/4″ Extra Long Flat Roughing End Mill.
Thanks a lot in advance for your help.
I don’t think the extra long one is in here. But this has many of them: Tool Libraries | Sienci Labs
I know it’s not exactly what you asked, but that should get you started and you can edit a bit to make a regulat 1/4 the extra long version.
Yes, I already checked this previously of course but it does not seem to be up to date and to include all of them (and especially the extra long version), this is why I created this topic. ![]()
Thanks anyway!
Usual preface, I’m with PreciseBits. So while I try to only post general information take everything I say with the understanding that I have a bias.
Short version. Very shallow cuts and preferably no slotting.
Long version. Anything with that much stickout (tool sticking out of the collet) will have a hard time. The issue is that it is very easy for the tool to deflect. To demonstrate this I’m going to use a tool called Millalyzer (Link). I’m mostly using is as it’s easy to setup and for most easy to get. It doesn’t account for even close to everything but can give a good starting point for understanding the cutting forces based on a tool and material. I should also note that I have an impossible machine modeled to show as close as possible just the tools effects. I also don’t know the tool geometry so I’m using some “generic” setting for the rake and a 25° helix.
One more caveat. These are not recommended numbers from me. I’m just trying to show how and why the cut settings change so much.
Here’s what the modeled tool looks like going 0.125" deep with a 0.002" chipload (very conservative) slotting.
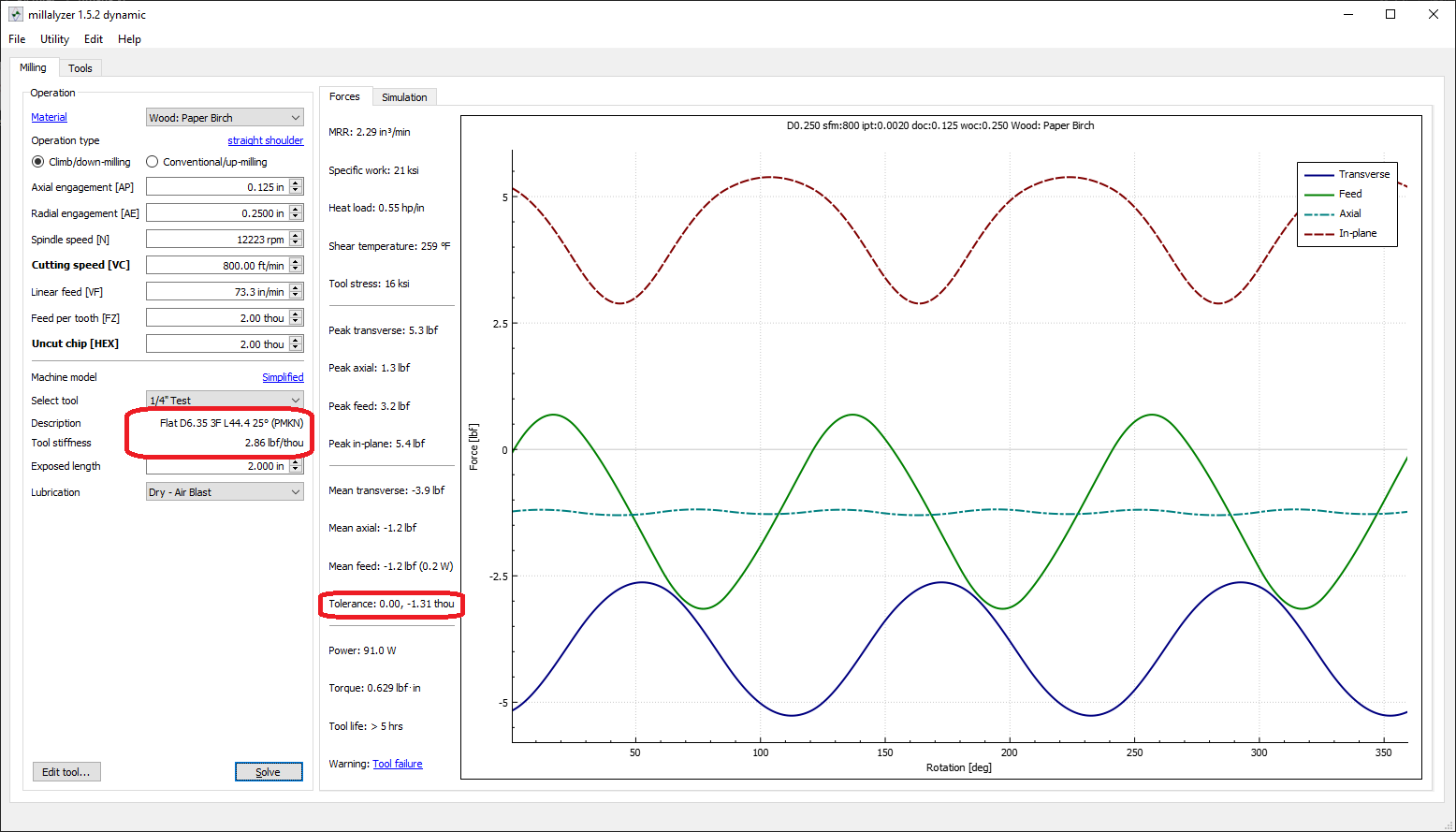
I circled a few things in red. First on the left is the tool stiffness. It only takes 2.86lbf to move the tool 0.001". The next is tolerance which is the amount it moves of the programed path in a single rotation. In this case it’s 0.00131". That’s not horrible but it’s not the whole story.
Here’s what 12 rotations looks like.
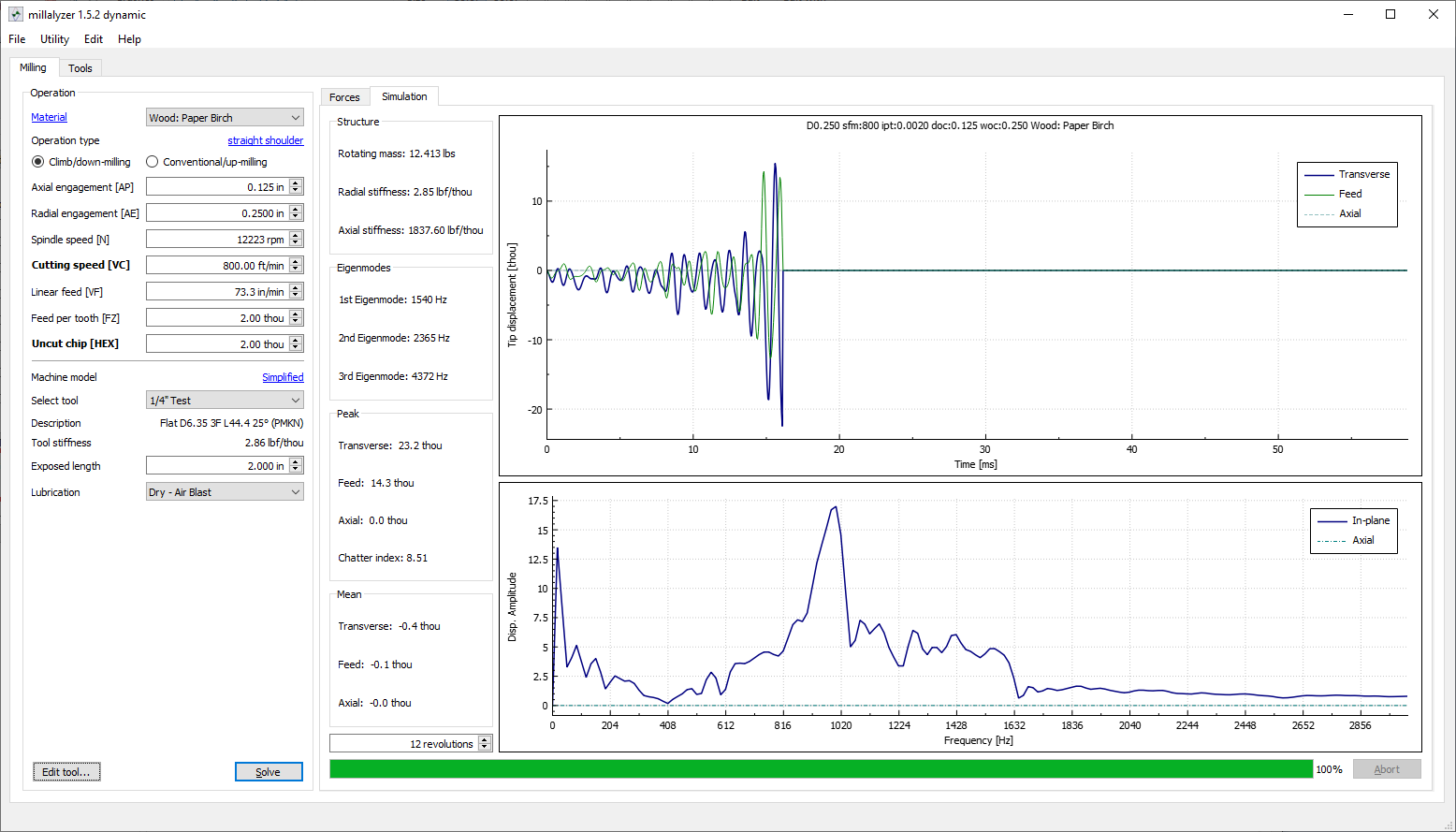
It actually stopped calculating it because the deflection was over 10% of the tool diameter. What this means is that this cut would chatter GREATLY…
In this case I changed the the pass depth to 0.10" and the stepover to 0.125".
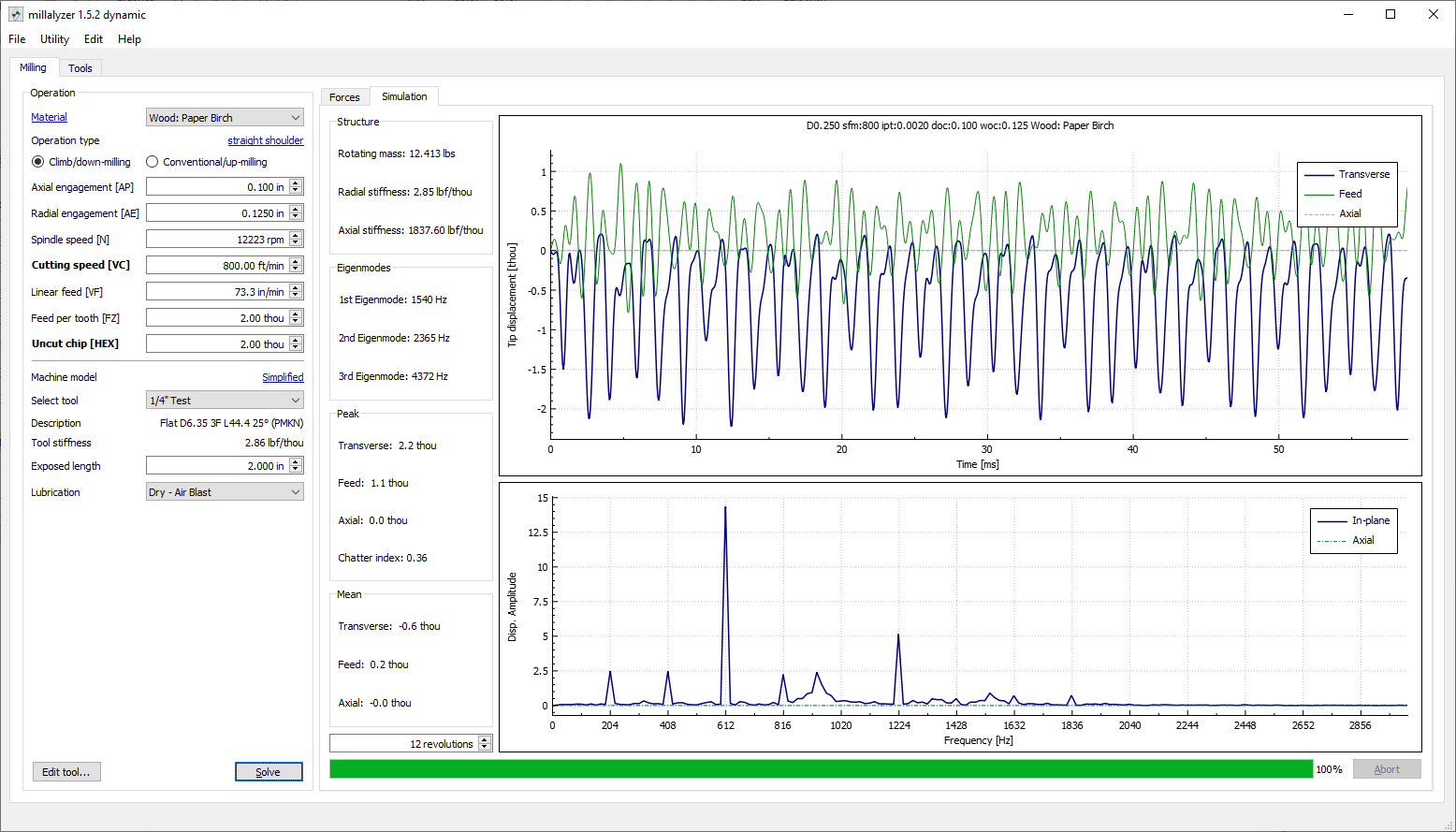
Here we have something more reasonable where the tool deflection is limited to 0.0022" in the worst case.
Keep in mind that I don’t know the tool geometry or carbide grade of that tool and those can GREATLY effect these numbers (good or bad). e.g. the more helix the more force moved into the Z but the weaker the tool due to less overall mass, different carbide grade deflect more or less than others, etc.
To contrast this here’s the same charts with a 1/4" tool with the tool only having a 1" cutting length and 1.25" stickout.
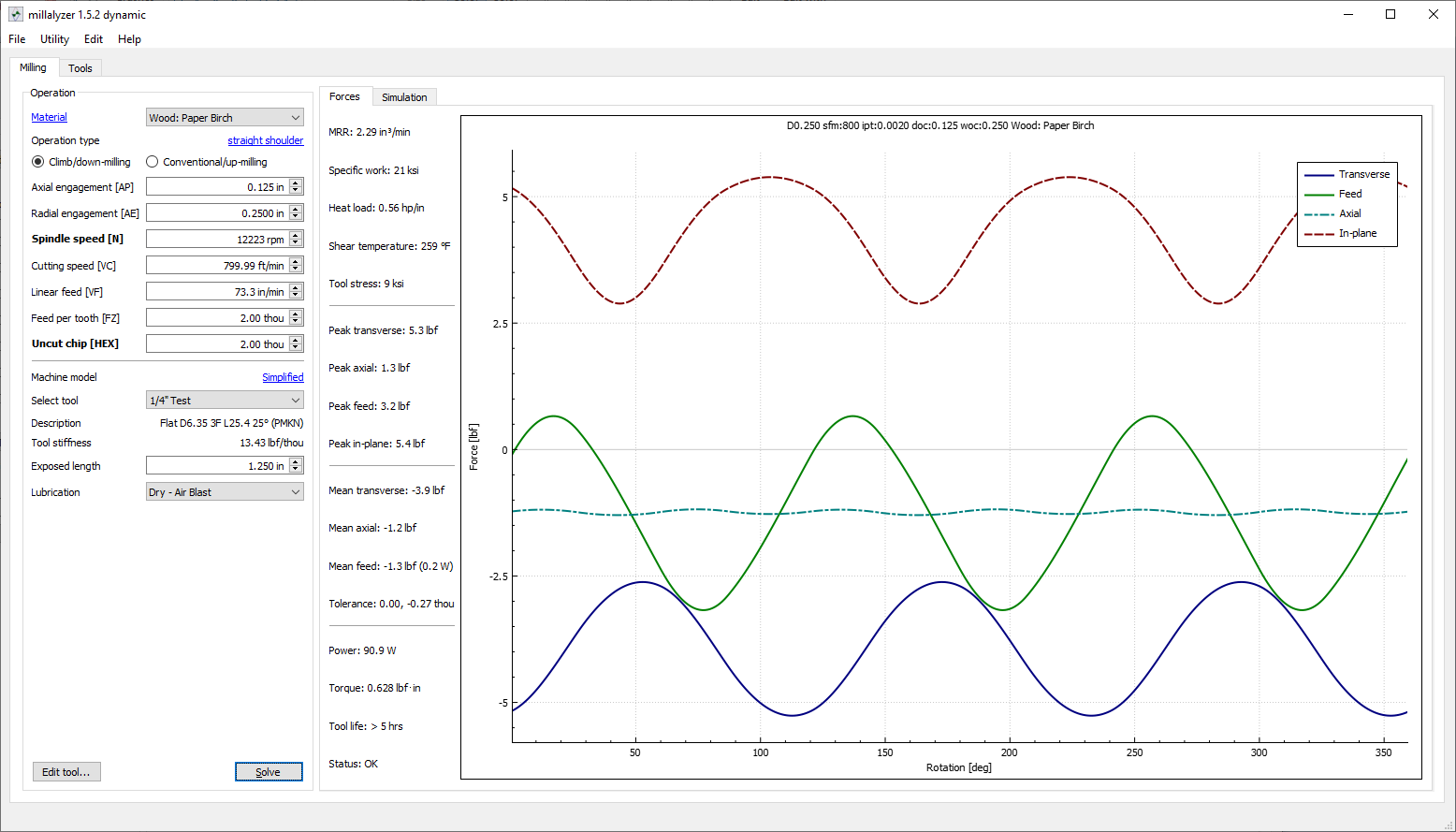
Here we’re up to 13.43lbf to deflect the tool 0.001" and only 0.00027" of deflecting in a single rotation.
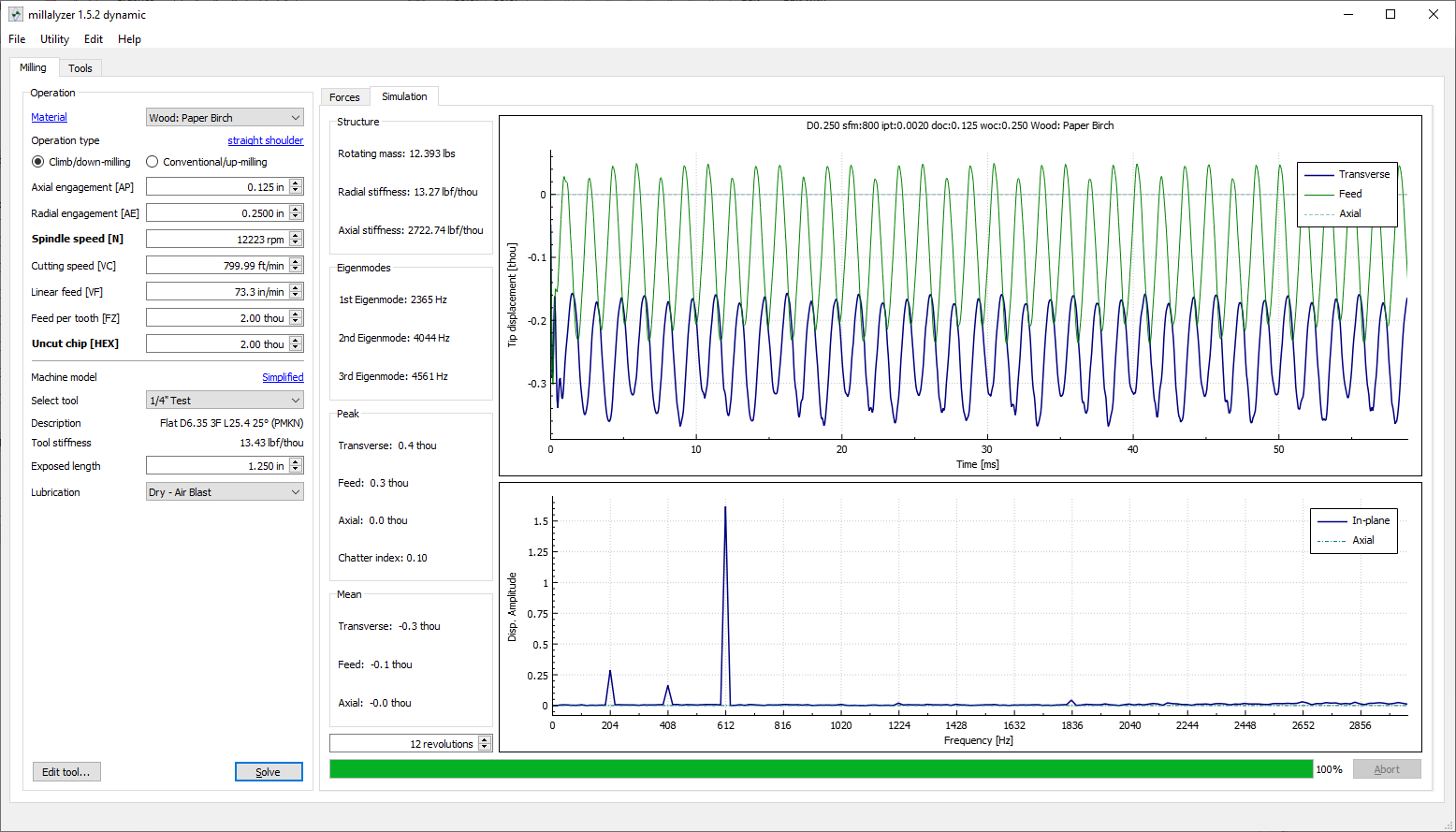
With this tool we can keep the 0.125" pass and with full slotting as even in 12 rotations it’s only deflecting 0.0004".
Here’s the apples to apples anyway for the reduced cutting depth of 0.100" and the 0.125" stepover.
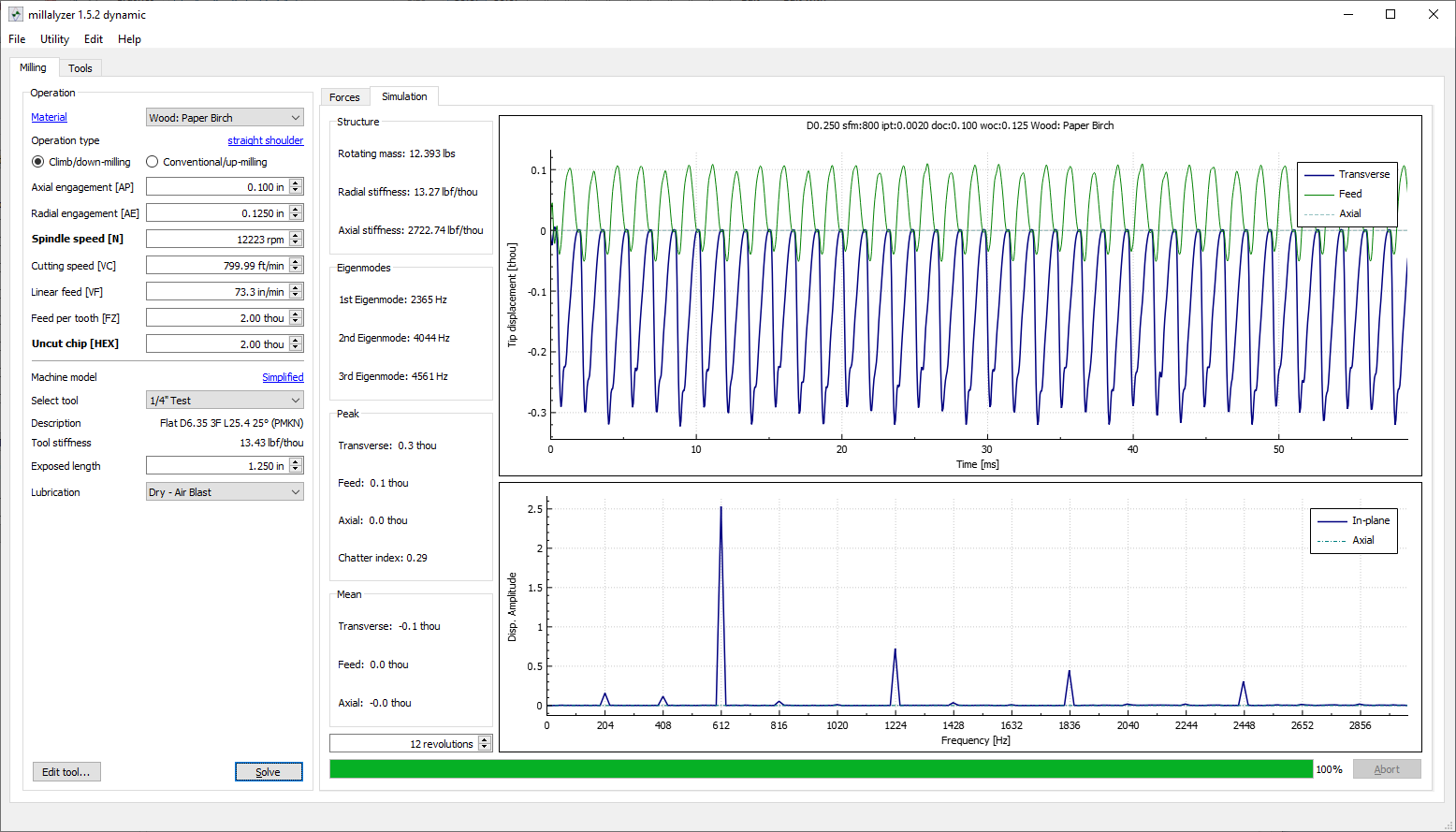
Again, this isn’t me giving recommended numbers just trying to show how long reach tooling has to be used differently and why.
Hope that’s useful. Let me know if there’s something I can help with.
Awesome post. I’m normaly looking at results after the fact so I tend to be conservative on my depth of cuts and feeding speeds. I know that’s not always the best practice for the bits, but I rather dull a bit early than to chatter a project or break a tool during a project.
Def going to look into the tool you linked to. It’s time for me to gather a bit more knowledge and depend on facts, besides looking at chips and listening to the machine go. Predicting succes is way better.
Thanks again.