Should we try to create a roughing toolpath for our hobbyist needs?
On its face, this appears to be a simple question which produces a simple answer. One can either say ‘yes’ or ‘no’ to the proposition. Before answering this question, we could look at why roughing passes are a standard provision within the bulk of CAM software which hobbyists will use. There is no doubt that a roughing pass increases the workload and the time taken to run the roughing pass, when compared with a single finishing pass.
Initially, when starting my CNC journey, I did not follow the roughing pass/finishing pass method of work. I was only removing small amounts of material and like many other people new to CNC machining, I had wanted to reduce the inordinately long machining times for relatively small workpieces. Some of my small workpieces claimed to require 27 hours to finish.
With an increase in my knowledge, I was able to reduce the machining time by various means. This required making changes in step-down and stepover values. The tool size, plunge rate, feed rate and Z height retract distance between each operation also affected the total predicted time to machine a workpiece. To a somewhat lesser extent, the RPM of the trim router/milling motor could adjust the ability of the cutter to move through the material by permitting increased feed and plunge values.
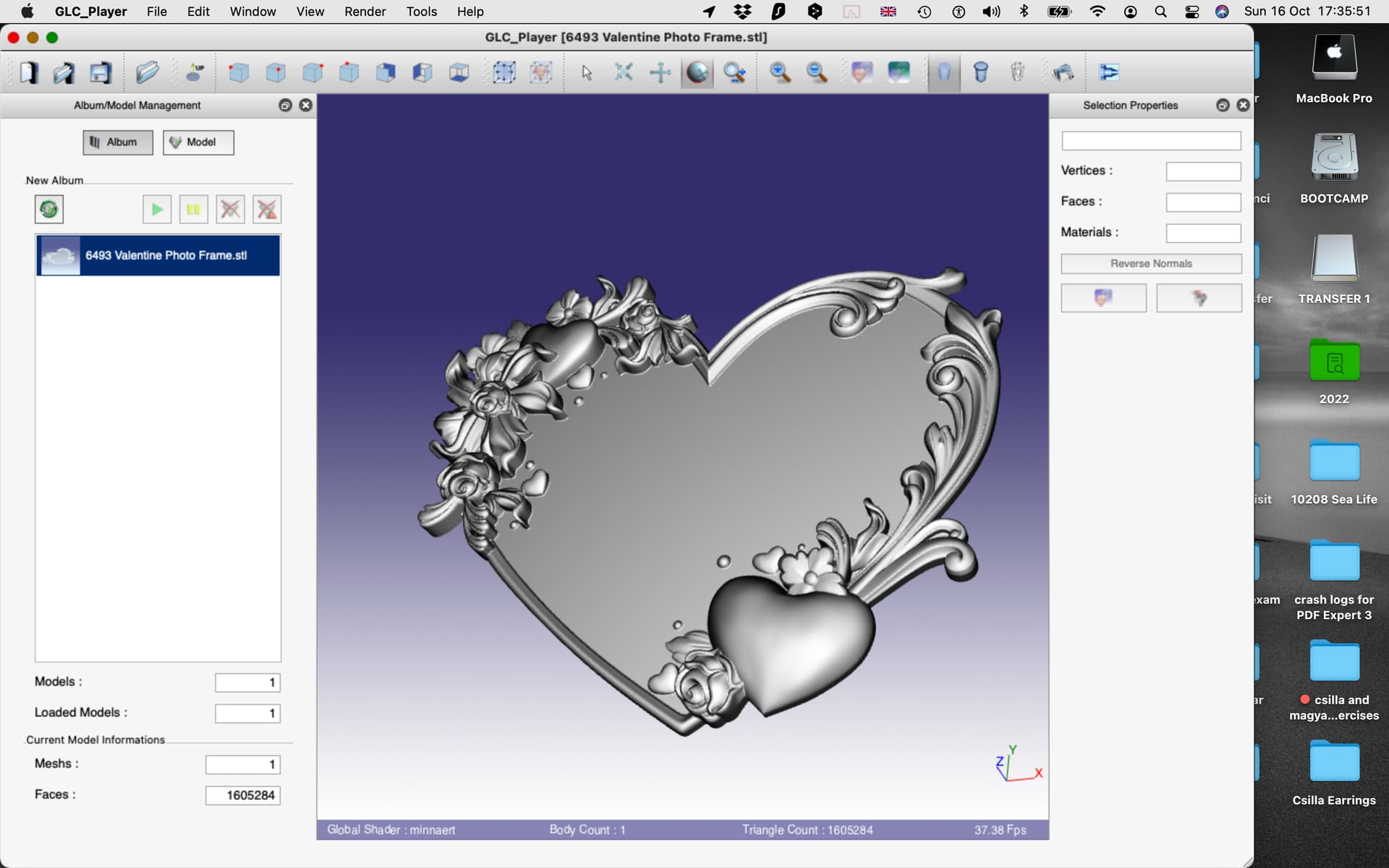
I recently had a requirement to machine a fairly intricate piece of woodwork. The finished size of the piece was to be 190mm x 185mm x 30mm and the substrate was to be kiln dried Ash wood.
The three image views of the .stl file show the face, the edge and an oblique view. The views indicate the finished height of the individual elements, which comprise the completed .stl file model of the heart shaped frame.
Front:

Edge:
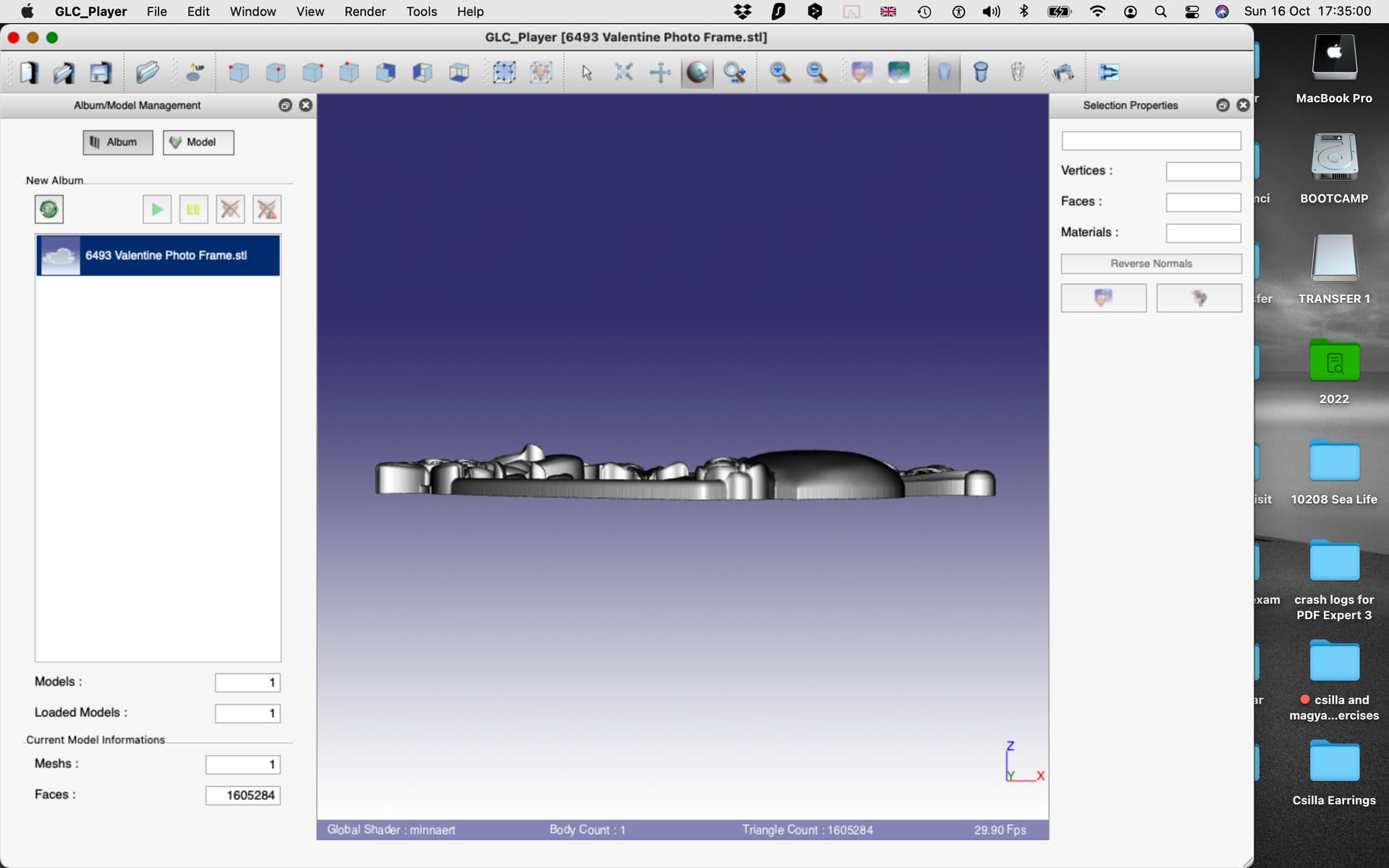
Oblique:
Roughing pass:

To continue this enquiry into the value of creating a roughing pass, we should try to examine the benefits and set them against any potential disadvantages. To ease understanding, I have listed factors below which should help to expose the rationale behind the use of a roughing pass. A significant argument for creating a roughing pass is the facility to work with high material removal rates (MRR). The tolerances are not close and the surface finish of the workpiece can remain a little rough because it will be subject to a finishing pass.
One can take deeper cuts and use faster feed rates with a roughing pass. The pass may also be completed with tools that are past their best and not as sharp as new tool bits. The roughing pass will assist you to preserve your very sharp tool bit collection. These tools are generally only used for highly detailed work which is produced at very close tolerances. The finishing pass will clean up the rough surface finish and smooth out the irregularities imparted by the roughing pass.
The finishing pass is machined at lower feed rates with smaller cuts being taken and this will support fine tolerances and surface finishes. The finishing pass will positively contribute to the dimensional accuracy of the workpiece. The finishing pass bit will be under less mechanical strain if it has less work to do. It should last for a longer period of time than if it was used to cut a combined pass. This is a common machining strategy used at the beginning of the CNC hobby; when one tries to cut everything quickly and the bits do not stay sharp for long or they may break easily.
In three years, I have only broken one bit, which I definitely was pushing too hard through a 6061 T6 651 20mm aluminium block. The outstanding disadvantage for creating a roughing pass is the increase in machining time. It is never a straightforward calculation such as one more process equates to an increase in time spent machining. A well constructed roughing pass will remove far more material than a combined roughing/finishing pass and it will mean that your overall machining time could be significantly reduced.
I am away from home (in Hungary) for the next few weeks. When I return, I will finish the heart frame that I have roughed out. My hope is that people who are new to the CNC world may find some useful information in this post.
Cheers! ![]()
Jeff