I am using gsender 1.0.5 to drive my 30x30 Longmill. My first projects usually started out with a v-bit which I visually aligned with the front left corner and used the Sienci basic touch plate to set the Z axis. Now I am working on a sign using a 1/4” bit for the rough cuts and finishing with a v-bit. If I use the xyz probe feature the centre of the bit ends up about 3/16” towards the rear on the y-axis. The x-axis and z-axis positions are good. Probing the z-axis alone works well but probing either the x or y axis alone sends the bit off slowly along the respective axis. I have checked out the probe settings in gsender and everything seems okay. Ideas?
I always zero with a 1/4 inch rod on the touch plate for x and y, not even a bit, then change to what I am using for z, so its always zeroed the same for x and y
2 Likes
I appreciate your comments Saskia and recognize the value of using a smooth 1/4” rod when probing. However using a spiral bit I might expect an error of 1 or 2 thousandths of an in not the 2 tenths I am experiencing. Nor would it explain the totally erratic tool movement when trying to probe x or y alone. Right now z-axis is the only probe function that is working for me.
@ADB8056 Donald: Can you post a screenshot of your touch plate parameters in gSender?
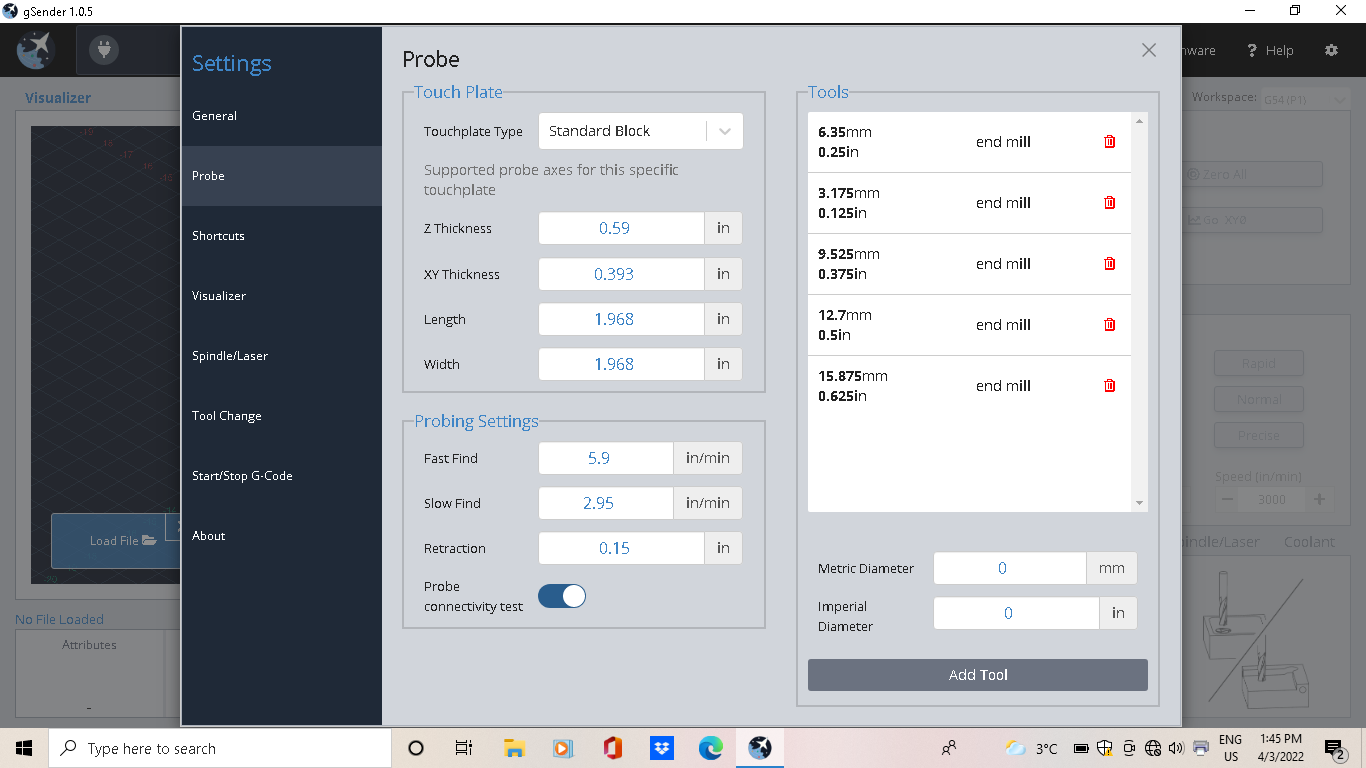
This is the first time I have attempted to upload a screenshot in Windows. I see it ended up beside the text box but I hope this works. Don
Problem solved - READ the directions! First, I was not selecting ‘go to XY0’ after the probe. I always wondered what that was for. Second, I was always starting with the bit positioned over the circle not down along the appropriate edge or corner for x, y or xy probes. Thank you for your patience!
1 Like
@ADB8056 Glad to hear it Donald.
As the original issue has been addressed, I’m closing this topic. If anyone else has a similar concern, feel free to start a new topic, which will ensure that it is addressed promptly.