hello, I tried to add the Longmill 30 x 30 into Fusion 360 but I’m not sure the download I found was correct because my first test sent the router plunging into my wasteboard. On my next attempt, I used the autodesk generic router xyz and the router cut only 1/8" into the wood.
Anyone have any advice for me? It’d be much appreciated.
@Zufo First welcome to the forum! Lots of good folks here that can help with a variety of problems. While I don’t use F360, and my experience has not reached expert level yet (if ever), have you zeroed the machine before attempting to carve? The touch plate and zeroing the machine to the work surface is critical to get the machine to cut at the appropriate depth.
I’m sure others will speak up with other solutions for you.
I am only passing familiar with fusion360, but something that causes this when using other CAD/CAM software is that the software setting for Z0 is the machine bed/material bottom and the gSender setting for Z0 is the material surface.
This may not be the cause of your problem, but you may want to start there.
@gwilki that actually sounds like something I need to check out. I also added a 1/2" waste board to the Longmill that f360 has no idea about (because I didn’t account for it).
I was thinking that the touch plate solve this but not the scenario you’re describing. thanks for the idea
@Zufo Adding another layer to the waste board won’t cause you any grief so long as you tell both Fusion and gSender that your Z0 is in the same place. The touch plate can be used to set Z0 on the spoil board. If you want to set all axes using the touch plate, you would set X0Y0 using the plate on the corner of your material, then flip the plate over, put it on the spoil board, and set Z0. Otherwise, set your Z in Fusion on the surface of your material and use the touch plate to set all 3.
I got to say how impressed I am that everything Sienci said about their product has lived up to the promise, including the support network! Thank you. I’m one those guys who tries to learn everything on my own but I am feeling how over my head all this stuff is… but man do I want to learn this like the back of hand.
@gwilki I did not know about the flipping the plate over for the final step. Makes total sense. Thanks again
@Zufo I think that I may have mislead you about using the plate. I’ll try again.
Your original problem could be caused by having your Z0 set differently in Fusioni than where you have Z0 set in gSender. Since you said that you were using the touch plate in gSender, I assumed that you were placing the plate on the left front corner of your material. Doing that, Z0 will be set on the surface of the material in gSender.
So, before going any further in addressing your problem, confirm in Fusion that you are setting Z on the surface of the material. If you are, then your problem is not caused by the “mismatch” and we can move on to other solutions.
I suggest that we forget about flipping the plate over for now until you confirm that Fusion and gS are in sync.
Got it. I will confirm that the two programs are referencing the same Z0 (set Fusion on the surface of the material and use the touch plate to set all 3)
Coming back to this after 2 months away. I am sure that the problem is that Fusion 360 and GSender have a different Z0 even though I am choosing the top of the material in F360 and using the touchplate in GSender.
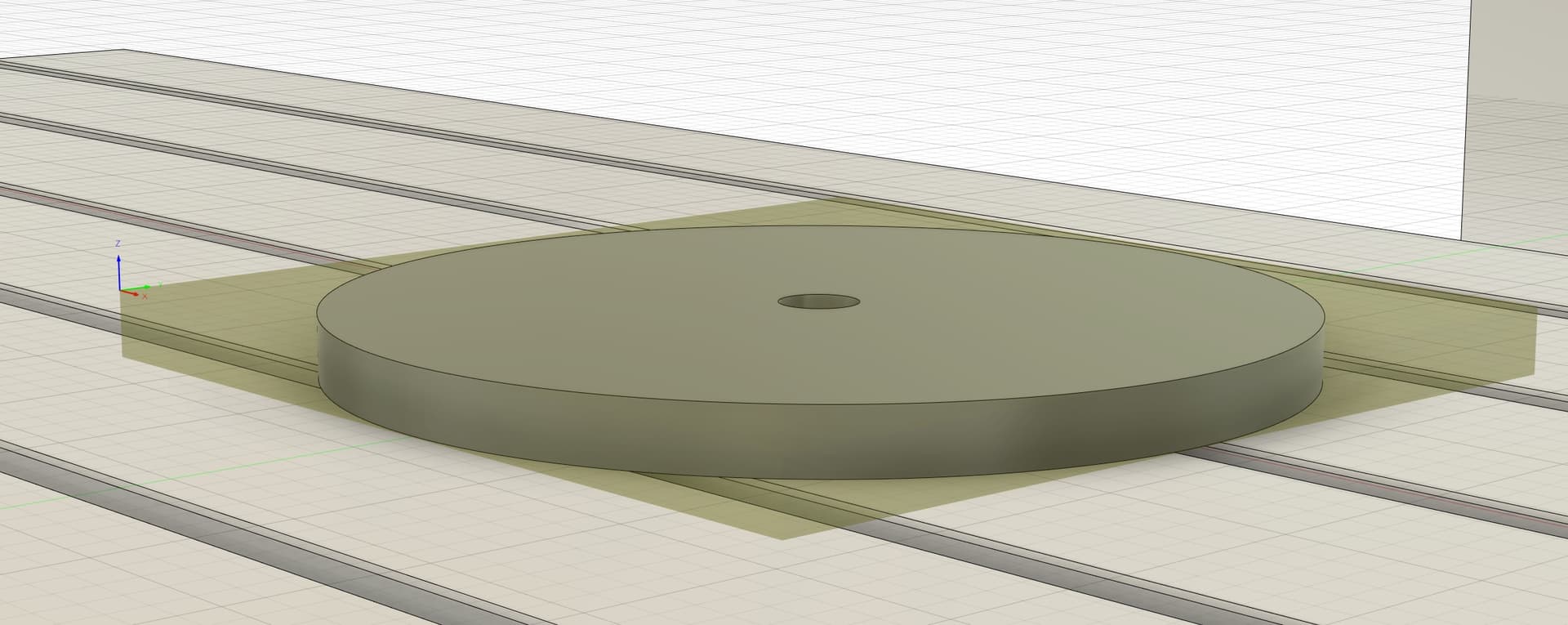
Hi @Zufo, small question - when you run the Z0 probe cycle, are you probing with the touch block on top of your part, or directly contacting the wasteboard? For the origin you are showing in that image above, you would need to have the probe sitting on top of your stock when you run the probe cycle.
Apologies if I missed a detail in your above thread.
Hi @elbarsal thanks for your question. Yes I am placing the touchplate on the top of the material. After my post I learned about setting up the limit switches and homing my machine in GSender.
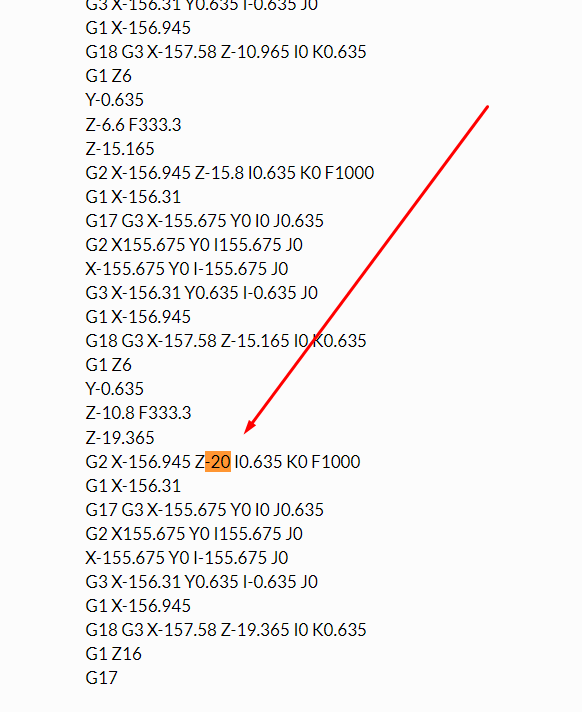
Hi @Zufo . Would you be able to post the G-Code here. Also, what is the thickness of the part you are trying to mill?
With the G-Code we should be able to determine if it’s a Fusion 360 problem or a Z0 setup problem on the Longmill/GSender.
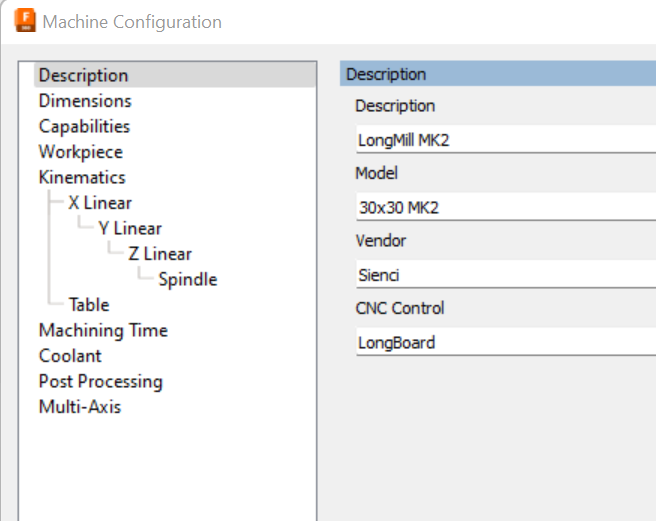
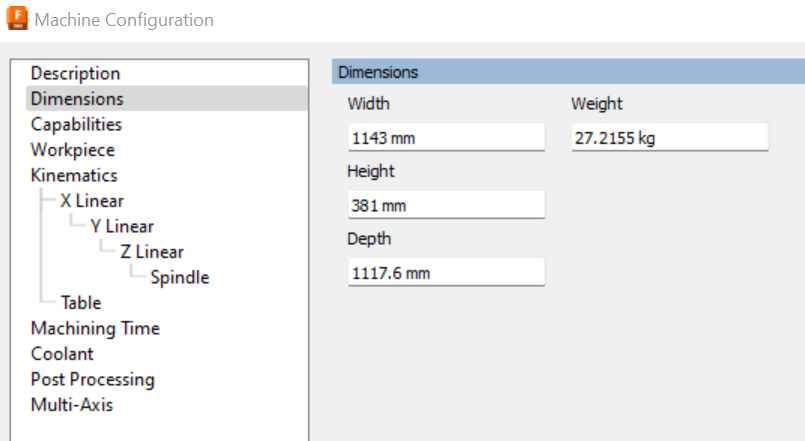
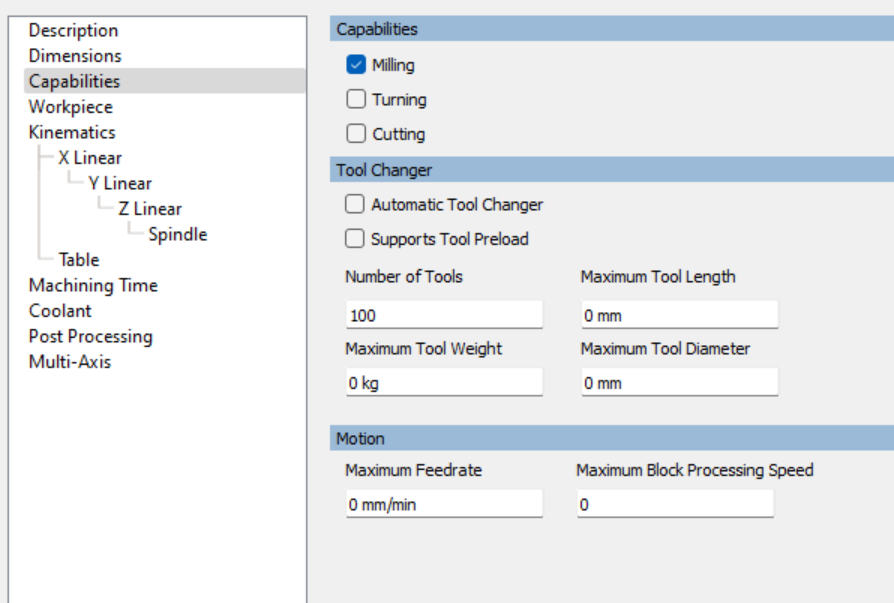
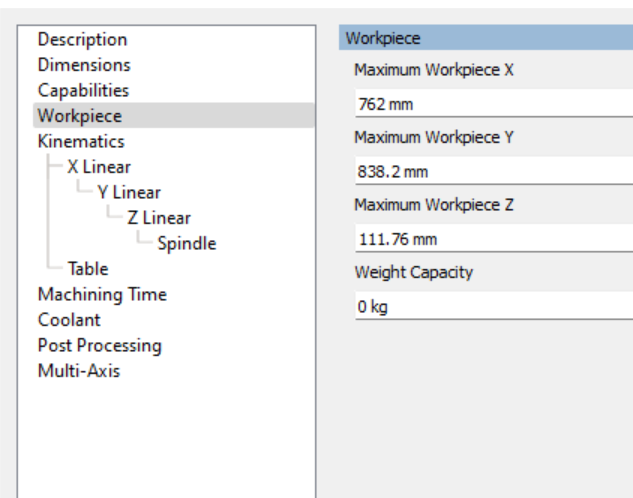
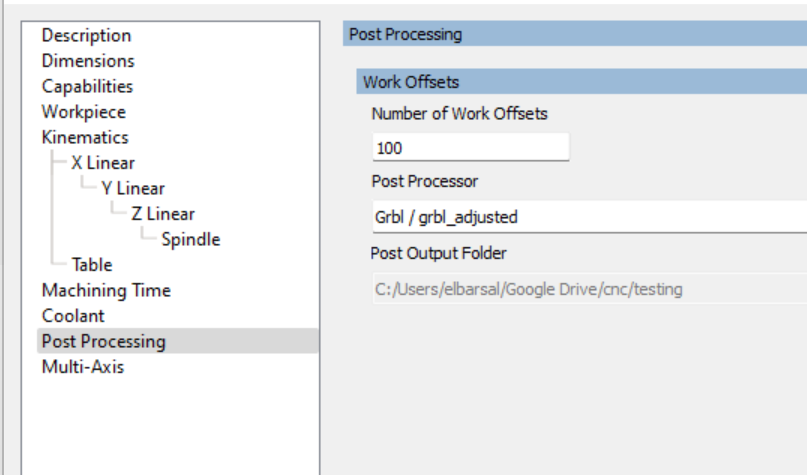
From what I can tell from the gcode and the Fusion project (I could only use the web viewer - not sure if it’s possible to easily share the whole project, I could look closer that way) it might be worth it to set up your LongMill as a machine in your library, to ensure everything is correct (instead of the generic 3 axis).
Note that I’m using an adjusted GRBL post processor (you would use grbl). Anything I didn’t screen grab was left as defaults. It’s also important that the tree under Kinematics (X Y Z) are nested as shown.
I think you’re close, it’s just hard to sort the details when there are a number of things to check!
Thank you again for taking time out to help me. I will check all of these settings and also learn about sharing the full project. I will take care of this asap and get back to you.