How do you set Z zero if you are used to setting it to the spoilboard? Can you even do that?
My specific concern is that the gasket material is some sort of foam and presumably compresses when a vacuum is drawn on the work piece. It might compress a specific amount but it might even be variable depending on a number of factors. In any case, it seems that you can’t zero to the gasket because it compresses and you can’t zero to the vacuum table itself (without gasket) because you have the gasket. So, are you limited to zero off the top of the stock?
Looking at some of the Airweights videos, it would appear that the gasket helps a substantial amount in preventing the work piece from sliding (I assume due to more friction than plain MDF) and in some videos the holding power without the gasket seems to be insufficient if you are pulling the vacuum through an MDF spoilboard.
I am not looking at the Airweights system because of price so this question applies to any vacuum table setup if you are pulling air through an MDF spoilboard.
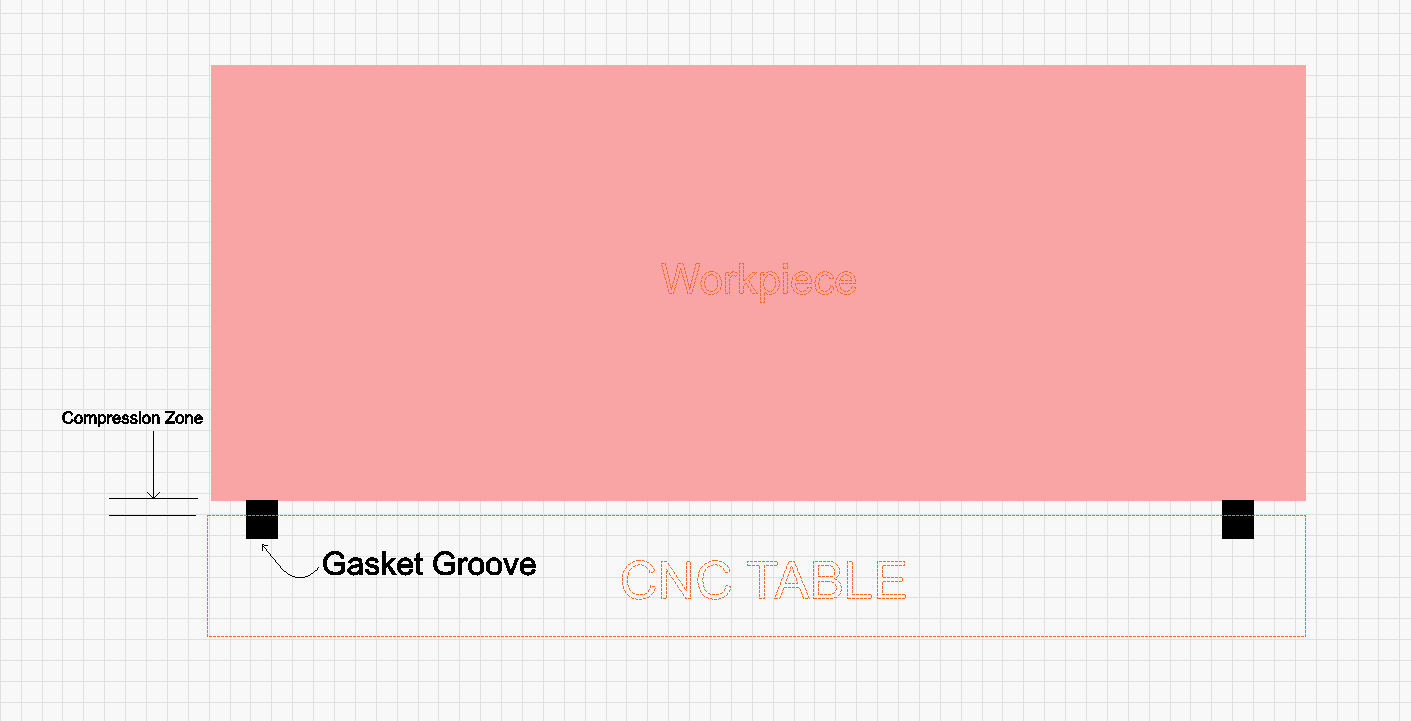
For vacuum workholding you typically have a surface that is flat that lies below the full compression of the vacuum gasket that is your reference surface. You use Z0=bottom in your CAM.
Thank you for your reply …. but I don’t understand what you are trying to say.
In your example above, I would zero to the top of the CNC table under the assumption that the gasket compresses enough to allow the work piece to sit flat/directly on the CNC table. I have no issue with that.
Have a look at the link I provided. The gasket in question is not a gasket strip around the perimeter but rather it is a ‘sheet’ gasket that covers the entire CNC table. My thinking is that I can’t zero to the top of that gasket nor can I zero to the top of the CNC table (under the gasket).
No, that doesn’t work. The entire table is covered with the gasket but even if you had access to the table, putting a spacer around the outside will only result in the center being sucked down.
Will the stock cover the entire vacuum sheet? If there is some of the gasket exposed could you zero to the top of the gasket with the vacuum on so that it’s already compressed?
The stock would most likely not cover the entire gasket sheet but I do not know how you would zero to the top of the gasket since, in order to zero to it, it can’t have stock where you zero and by extension the gasket will not be depressed at that location.
The more I think about it the more I confirm that using the gasket is not an acceptable way of going (and of course no commercial outfit uses this gasket).
I think the only thing possible would be to measure the difference in the top of the stock with and without the vacuum on to determine the amount of compression, then measure the thickness of the uncompressed gasket, subtract the compression factor from that and that will give you the thickness you have to add to your z zero to compensate for the gasket. Of course you would assume that different vacuum levels don’t affect the height and you have to trust that a small footprint object compresses just as much as a large footprint object. Given enough screwing around one could possibly get reasonably close but I will not be using the gasket.
BTW, if I zero to the top of the build plate, I generally leave no mark on the spoil board. If I am guessing on the thickness of the gasket, chances are that sooner or later (probably sooner) I will end up cutting into the gasket. Considering that a 24”24” sheet of gasket is $64 CAD plus freight out of the USA plus taxes plus possibly duties plus customs clearance charges, it becomes ludicrously expensive to go that route. Heck, even outfitting a 48*48 table once is crazy but it might be acceptable if it makes a huge difference in work holding but I can’t see a situation where having to buy the gasket multiple times would make sense.
I was hoping that there was something I overlooked when I contemplated the gasket situation and I was hoping that somebody would say “oh, it’s easy, I use the gasket and all you do is …” but it would appear that I didn’t overlook anything.
The material does not need to cover the entire gasket but it does need to cover the seals of the vacuum table that goes underneath the gasket.
The gasket itself is only 1/16" and probably doesn’t compress all that much. I’m wondering if a thin sheet of automotive gasket on which you punch multiple holes would work the same.
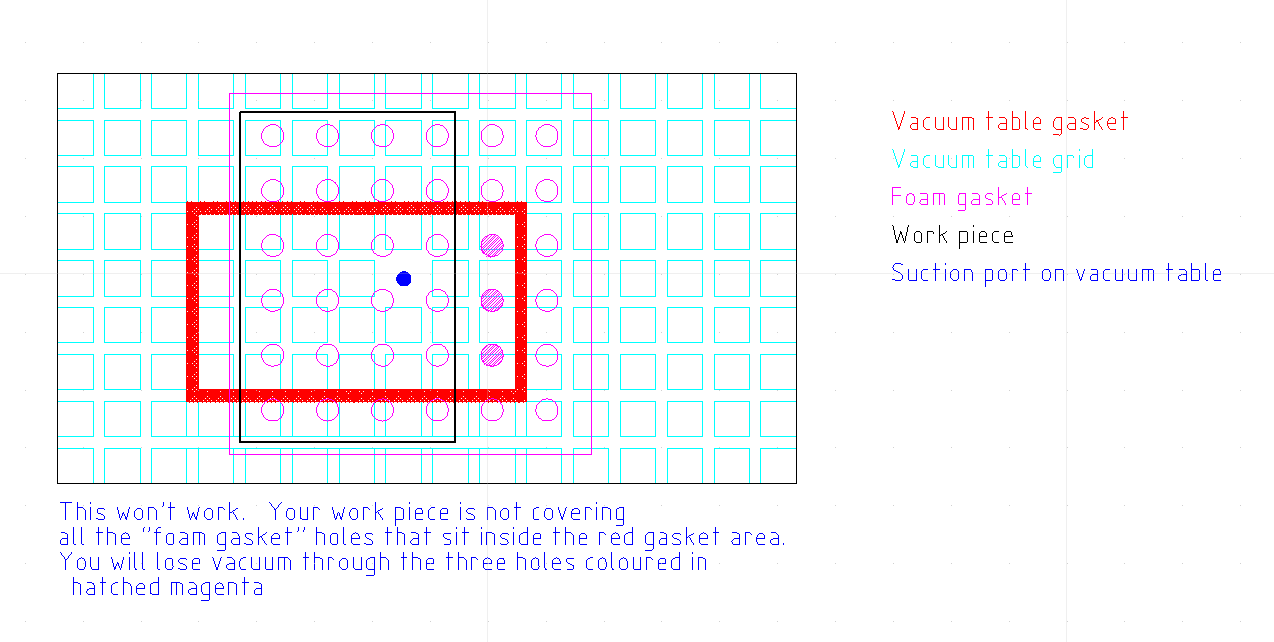
The foam gasket allows you to cut through your material without losing suction. But you would need to cut outside of the vacuum table gaskets (in red) for that to be possible.
I’m guessing you could replicate the foam gasket with a thin gasket materiel glued to 1/8" or 1/4" hardboard. on which you punch a bunch of holes. You can probably do that with the CNC. Maybe a sheet of EPDM rubber would work?
I have the same experience as you. I can make my spoil board last a really long time that way.
I had another Idea to protect the gasket with thin baltic birch but if it had the same hole pattern as the gasket it wouldn’t say put. You’d also loose the extra friction you mentioned from the gasket material. Maybe a checkerboard pattern of holes that pass through could work but it would be cutting the hold down force in half at least. I don’t think this is a good idea.
My current iteration of the vacuum table design only has a gasket (red) at the very outside of the table. There is no access to the channel area - there is a 3/4 “ board of MDF that is screwed down on top of the area where the air channels are. The overall vacuum hold area is roughly 24*48”.
As far as EDPM rubber (or for that matter automotive gasketing), the whole concept behind using an MDF top board (besides it being a spoil board) is to allow for microscopic holes throughout the MDF for constant air flow. You get holding power over the entire surface of the MDF under your work piece because of those tiny holes in the MDF but a the same time the flow of air through the MDF that doesn’t have a work piece sitting on top is small enough that the vacuum pump can still establish a workable vacuum in the plenum area underneath the MDF.
If you were not using an MDF top board (ie you set the work piece directly onto the area that has the vacuum channels without any MDF), you would need the red gasketing to maintain the vacuum and limit it to underneath your work piece.
If you were to use any sort of gasketing that was air tight such as rubber or automotive gasket, you would reduce the area that has low pressure acting on the work piece. Now if your work piece was MDF then that likely wouldn’t matter because of leakage in the workpiece (although since the workpiece is not skim cut where the most dense outside area of the MDF is removed, this might be a wrong assumption). If however the workpiece was not permeable such as a sheet of melamine, you are effectively reducing your hold down force because you use the gasket. In other words, you would only apply the -12 psi (to grab a number out of the air) to a portion (the area right over top of the sheet gasket holes) of the work piece. On the other hand, the EDPM would hold on to the MDF real tight because it sees the vacuum over 100% of it’s area.
Now I might be totally out to lunch on that but this is my understanding without having any real experience with a vacuum hold down system.
Now here is an interesting thought - commercial vacuum hold down systems use pumps that can move a poop load of air so having the constant leak through the MDF spoil board in areas where there isn’t any stock sitting on the mill isn’t a big deal but the AirWeights system is using a relatively microscopic air flow when compared to a commercial vacuum pump. They are likely relying on as little leakage as possible so that their pump can keep up. So I am now wondering if in fact the AirWeights system needs the red gasket underneath the 1/4” MDF spoilboard they are using to mount the sheet gasket on.
There is a distinct possibility that I am overthinking this but when you are paying $2K and up for a 24*48” vacuum setup, wouldn’t you overthink things?
Another thing that occurred to me whilst I was overthinking things - the one and only reason I am contemplating a vacuum table is to hold sheet goods flat. In the AirWeights system there are hold down screws around the perimeter of the individual 24”*24” pods but as far as I can tell, there is nothing holding down the center of a ‘pod’. So, would the sheet good conform to the AirWeights surface or would the AirWeights surface conform to the sheet good (if you, for example, had a 2ft * 4ft piece of plywood sitting over 2 AirWeights ‘pods’). If I wanted to make sure that the sheet good would conform to the vacuum table, I would design things so that there was a screw every foot at minimum, possibly ever 6 inches and there wasn’t a 2 feet span that wasn’t held down. Two feet is perfectly adequate for any situation where you didn’t depend on the suction to straighten out the sheet good but I already have a perfectly good hold down system using dog holes for those work pieces that are flat from the start.
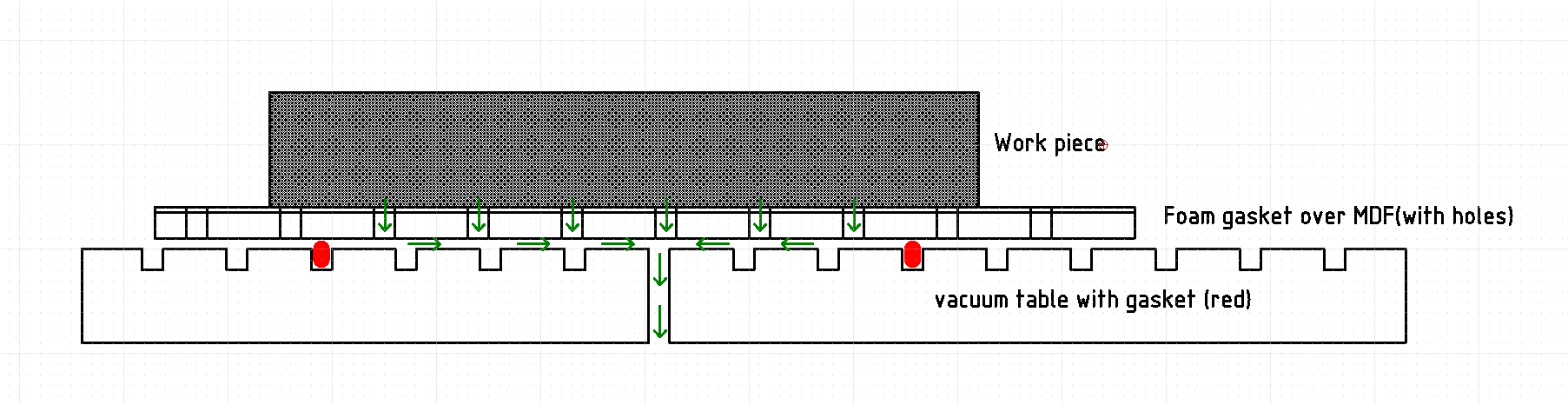
This is incorrect. All vacuum hold down systems work by creating a vacuum, not by moving a lot of air. If there’s a leak, the system won’t work. Whatever workpiece you put on, it has to cover all the gaskets to make a seal. And once the seal is made and you have a good vacuum, there will be no more air movement, except perhaps to compensate for vary small leaks.
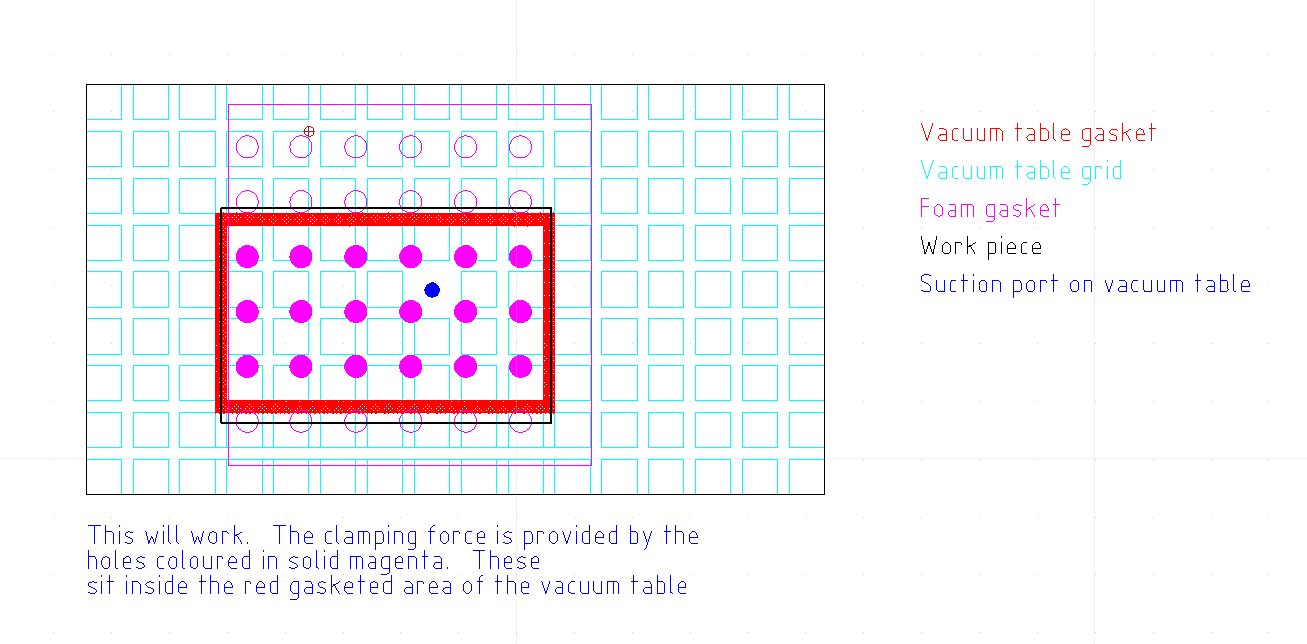
In the drawing above, if you remove the “foam gasket”, your work piece still covers the vacuum table’s gaskets on all four sides. There should not be any any leak.
If you add the “foam gasket” (which is just a 1/16" piece of foam rubber glued to 1/4" hardboard or similar, with a bunch of 1/4" holes), you just need to make sure your work piece covers all the 1/4" holes that sit inside the red gasket area.
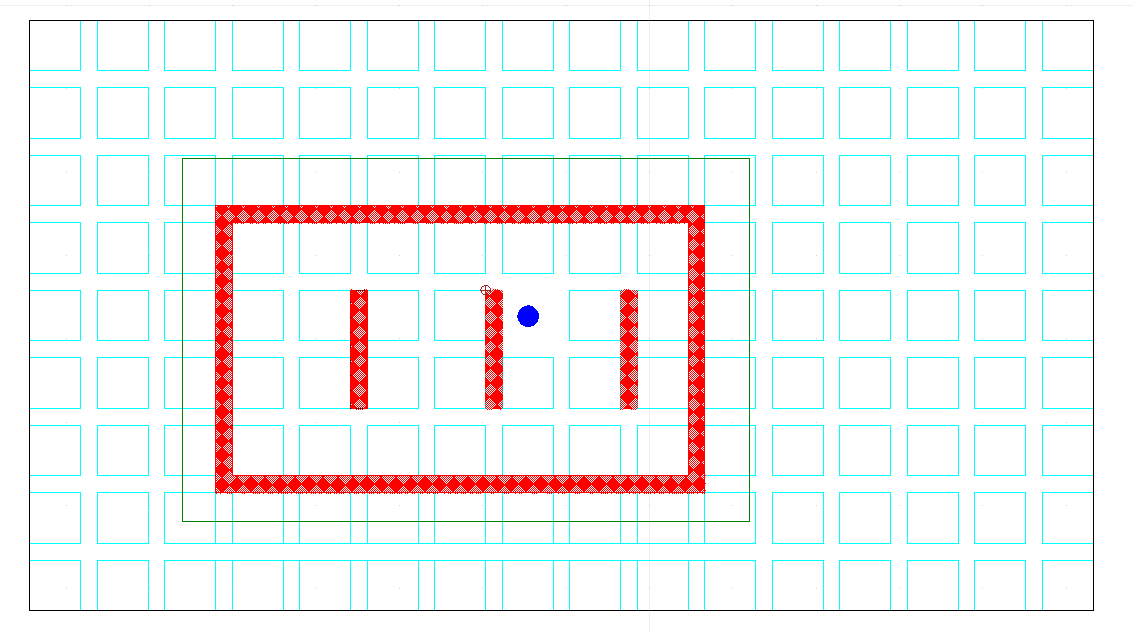
The advantage of using the “foam gasket” is that if you cut through your work piece outside of the red gasket area, you will still get a clamping force AND you will not damage your vacuum table. You may damage your foam gasket though.
The disadvantage of the “foam gasket”, is that the clamping force will be dictated by the area of those 1/4" holes inside the red gasket . Without the foam gasket, the clamping force is the entire area inside the red gasket.
I think this is what you are saying as well but there are a few of your statements that I’m not clear on.
Yes, I’m assuming that this IS a requirement. That is how I drew it above. You can use the AirWeight vacuum table by itself or with the foam gasket. But you can’t use the foam gasket without also using the vacuum table and its gaskets.
I did not mean to imply that the ‘air moving’ had anything to do with the ‘holding down’. I meant to say that commercial systems can work (develop a vacuum underneath the spoil board) even if they have substantial leaks because of their powerful pumps.
I disagree with that. While you are correct that the workpiece must seal against the spoilboard (assuming we are talking a system with an MDF spoilboard), the whole idea with the MDF spoilboard is that there are no seals - the entire MDF surface has air flowing through it. The airflow isn’t holding the work piece but if there is a strong vacuum under the MDF then that vacuum will translate to the workpiece and will hold the work piece in place.
I think maybe we are talking about two different things. If you have an open air grid then yes, you need a seal because you can’t develop enough of a vacuum to hold the work piece. If a seal is in place then there is very little air flow and even a small pump such as the Airweights system can hold the workpiece. My contemplated setup mirrors the commercial system that has a vacuum under an MDF spoilboard and no seals are needed (well you would seal the edges to reduce leakage). Anyways, the entire surface of the MDF spoilboard has air flowing through it (which doesn’t hold the workpiece) and as soon as you put a workpiece on that spoilboard, the vacuum that is underneath the spoilboard translates to a low pressure area under the workpiece which holds the workpiece in position.
Anyways, I will step away from this discussion because everything I am saying is based on supposition and needs to be experimentally confirmed. I may be way out to lunch or I may be right on the button.
Doing this would prevent the vacuum from sucking down the center of the workpiece if there weren’t already islands there to prevent exactly that from happening. The pieces will do nothing to prevent the AirWeight pods from lifting up rather than the sheet goods getting pulled down and straightened out.
Maybe we are talking about different products. I was assuming you were referring to the “tile gaskets” from AirWeights . These are not a permeable MDF but rather a 1/16" thick impervious foam gasket glued to a 1/4" MDF substrate. The whole thing is then perforated like a peg board.
I don’t think you could get a good vacuum with a permeable product that doesn’t have at least its edges sealed.
From the manufacturer web site: “Restricting the airflow through the perforations in the gasket turns each tiny hole into a powerful suction point”. I don’t think it is permeable. It just wouldn’t work if it were.
@Jens I’ve been following this thread, and I am somewhat confused. (Not an unusal state for me.) I hope that you don’t mind a question or two.
To back up, I have worked with 3 commercial machines running vacuum beds. On each of them, there is a vacuum “bed” of some sort, on top of which we put a sheet of 3/4” MDF to act as the spoilboard. The first thing we did after putting on a new sheet was to skim off the top compressed skin. We did not seal any part of it, not the surfaces or the edges. There is no way we would have ever considered putting the material to be cut directly onto the vacuum bed. The spoil board would get cut into with all the through cuts. We would re-surface it pretty much every morning. When it got down to about 1/2”, we discarded it and replaced it. (In one shop, I got to take the 1/2” sheet home for my projects. Bonus.)
If I understand your plan, though, you will not have a spoilboard on top of the vacuum bed. So, you are understandably concerned with cutting into it or any gasketing that it has. Also, that’s why you are concerned about how to set Z0. You want an accurate method that does not entail cutting into the bed.
Finally my questions:
What size vacuum pump do you intend to use?
Is that decision driving the discussion on sealing, because the cfm of the pump is not sufficient to deal with leakage, or to create a good enough vacuum through an MDF spoilboard?
I regret that I don’t have any solutions for you, Jens. With respect, it seems like you are trying to set up a vacuum system with a budget that is insufficient to enable you to do it like the “big guys” do. I hope that you can find a good balance between cost and efficiency. I simply cannot see how that involves taking a risk of cutting into the vacuum bed.