@whittamps Sorry, I missed the screen shot. FWIW, I ran your gcode on my test board. The feed rate in X and Y was showing 508mm/min (20in/min), just as your gcode showed. The plunge in Z showed 127mm/min (5in/min), again just as your gcode showed. So, on my machine, gsender is displaying the correct values from the gcode.
I don’t know why your gcode is showing a different value for XY than you input into VCP. What post processor have you set in VCP? You should be using grbl inch.
I also don’t know why your gSender is displaying those weird numbers.
When you reply with the post information, we can go from there.
“key”: “$13”,
“value”: “1”,
“units”: “boolean”,
“description”: “Enables inch units when returning any position and rate value that is not a settings value.”,
“shortDescription”: “Report in inches”
},
I replied above earlier…
Post processor is Gsender
Sience Labs controller Rev 1.3
Vcarve Pro 11 CAD grbl inches output
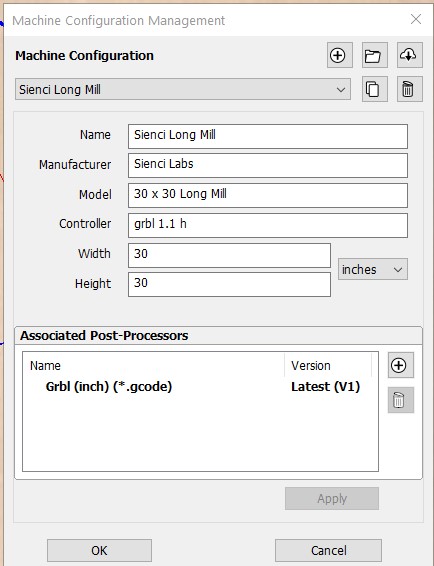
@whittamps Again, I apologize. I see that you reported this previously. I was a bit confused, as there is no such post processor as “gsender” in the default VCP 11 list. I assume that you created a machine profile with that name? It looks like your post is grbl inches, which is correct.
I am attaching a screen cap of the machine profile that I created in VCP11. There is no need to create a machine profile at all. It’s really only useful if you/I have more than one machine and we want to associate different posts to each of them. However, I set it up anyway. I’m assuming that you set one up call gSender, yes?
I am grasping at straws here, but you may want to check your gSender machine profile against my Long Mill profile to see if there are any differences. You could also post a screen cap of your gSender machine profile.
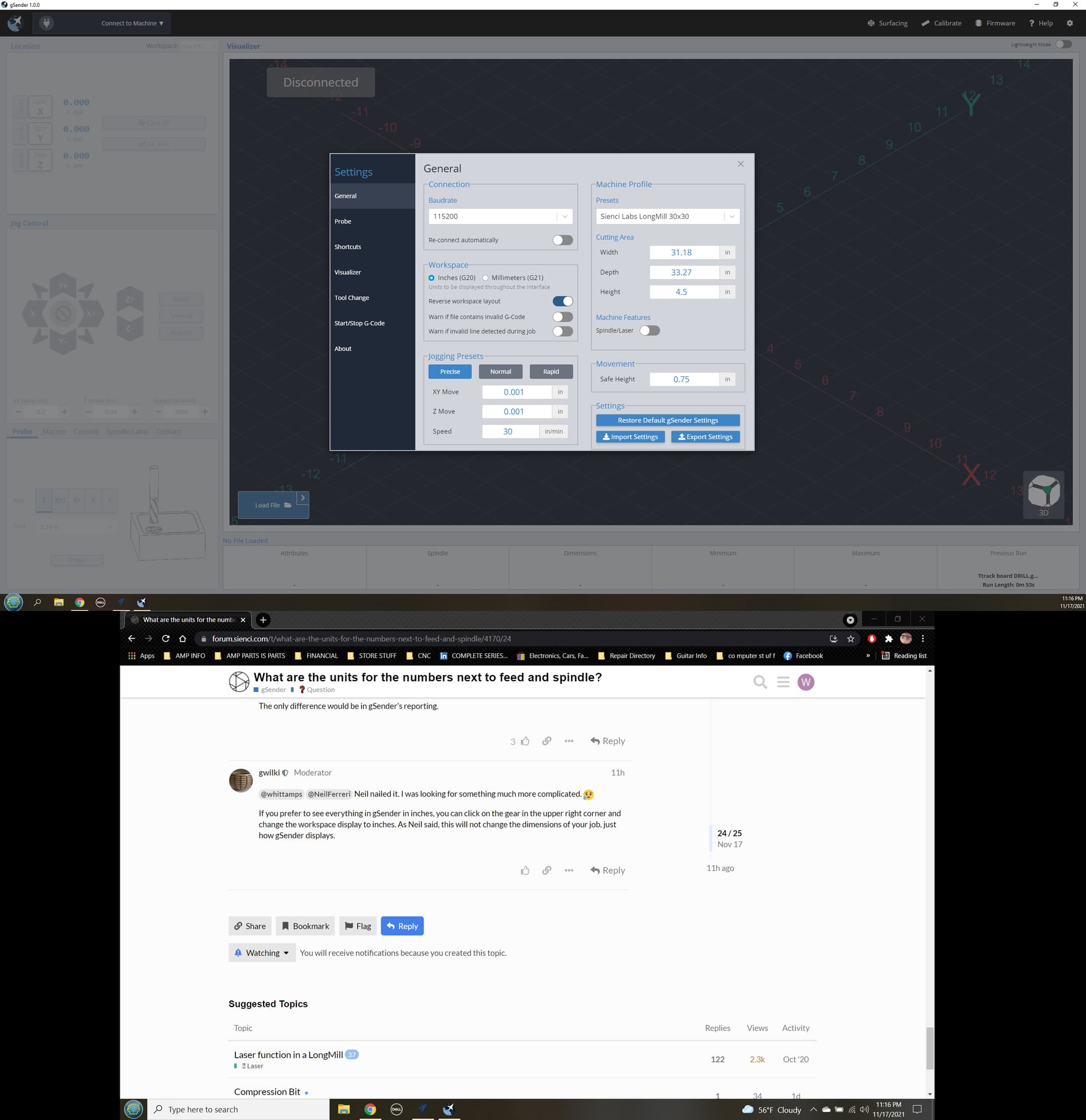
This means that your controller is always reporting values as Inches. Default for grbl and almost every OEM config I’ve seen is $13=0 (report in mm). This has no effect on the dimensions of your job, just on how values are reported. gSender seems to assume grbl is reporting in mm (again, default and almost universal), so it’s taking your 40in/min and thinking that it is 40mm/min and doing the appropriate conversion to convert those mm to inches (because you’re in G20 mode) resulting in displaying that your machine is going 25.4 times slower than it is.
That got rambly…short version: Change $13 = 0
The only difference would be in gSender’s reporting.
@whittamps@NeilFerreri Neil nailed it. I was looking for something much more complicated.
If you prefer to see everything in gSender in inches, you can click on the gear in the upper right corner and change the workspace display to inches. As Neil said, this will not change the dimensions of your job, just how gSender displays.
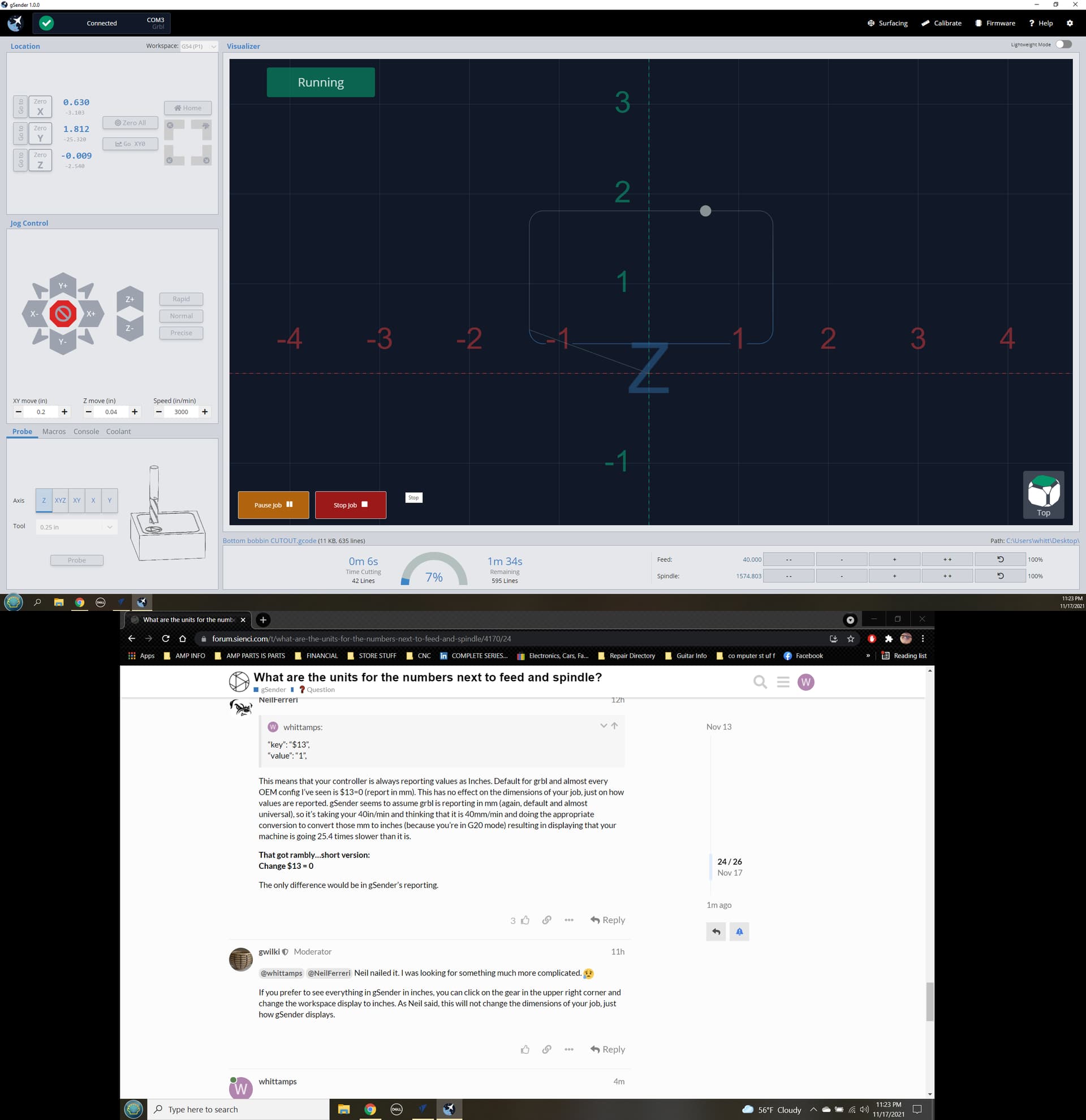
Thanks for all the help. As per the norm, this place rocks! Now 40 inches is 40 inches. The explanation was exactly the right length for me to understand it. Funny how these machines do exactly what we tell them (outside of a little static)!
I just looked at the history of my firmware and saw in October where $13 had been changed from 0 to 1. Very interesting. OK back to amp and guitar building. Again thanks to all who contributed.
We’ve added a fix for this in the next release - we convert machine position already based on the $13 flag, but now convert the reported feedrates as well so the program should work as expected with $13 both enabled or disabled.