Today I got to cut out my first test box (Yeah!!). Unfortunately it seems that even with my spoil board surfaced, I am having problems with the Z dimension. Just to be clear, these are operator problems and not machine (Altmill) problems.
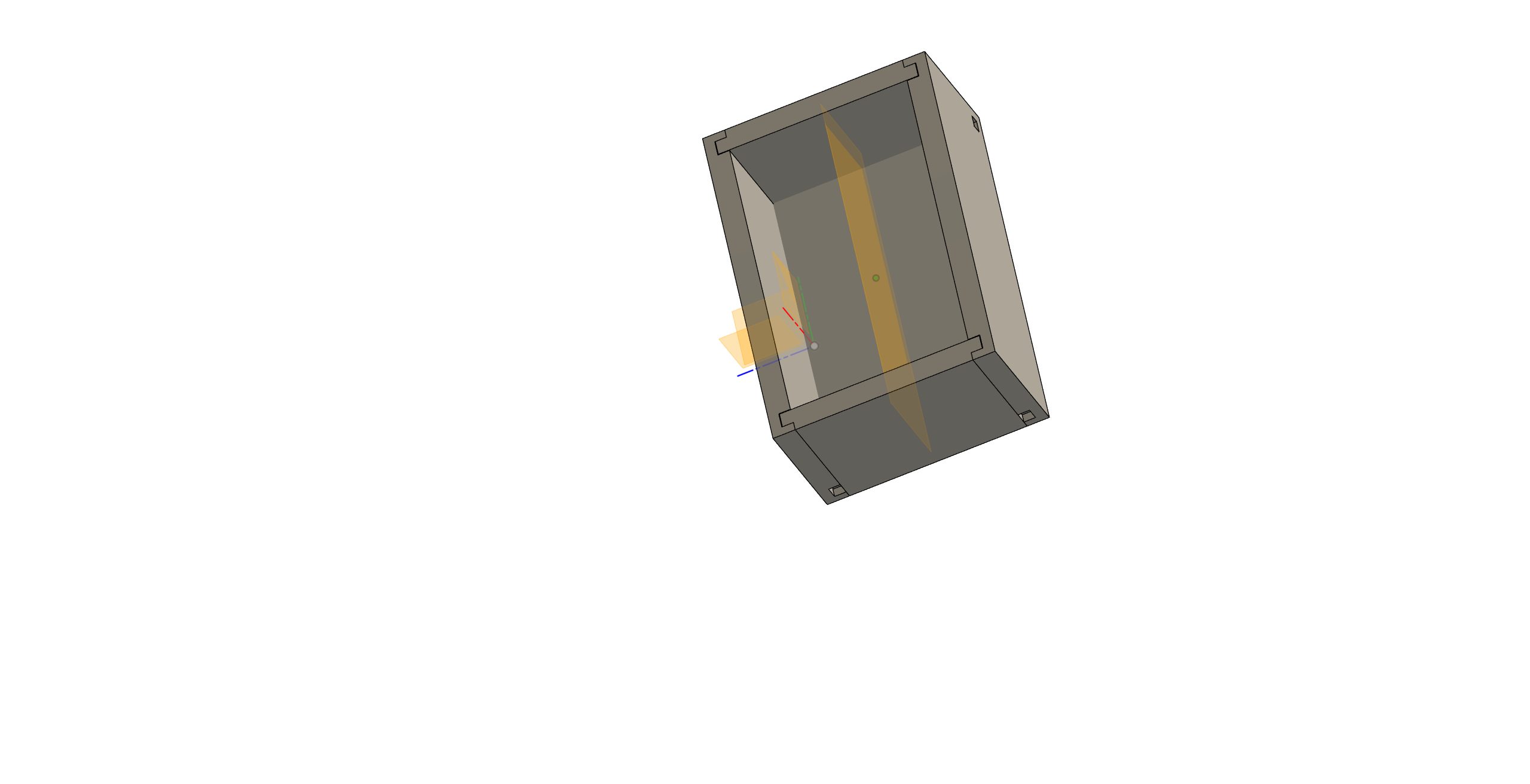
As you can see, this box relies on grooves on one piece and matching tabs on the matching piece.
My problem is the dimension (thickness) of the tab sections. To get a good fit, I would like to make sure that the tab fits the slot as close as possible. As is, I have already over-sized the slots by 0.25 mm.
I think what is happening is that the stock doesn’t fit entirely flat. I used double sided tape to assist in holding things down (I use 3D printed dogs that fit into the doghole in my spoilboard). We are talking a very tiny amount here, maybe 0.2mm but the point is that the tab (with Z being the critical dimension on the mill) tends to be somewhat inconsistent. I don’t want to start putting screws into the work piece because all my screws have a magnetic personality and will always find the nearest cutting edge.
So, I am wondering if there is a trick to this, especially on large sheets of stock (let’s say I am building a cabinet). Do you just over-size the slot to take care of any inconsistencies in the thickness of the tab?
Is there some other trick to holding down stock flat to the spoilboard other than double sided tape (I don’t have a vacuum table setup). This is for the center of the stock as the sides can be held down with normal means.
Lastly and most importantly, if your tab is 6.35mm, how wide would you mill the matching slot (as I said, my slot is 6.6mm)
Bonus question: Am I too anal about this and should I just increase the slot thickness to allow variations in the tab thickness and use glue to fix all variations?
Yes it is, to an extent. My tabs are only 60 mm long so that is consistent but over a longer length not so much. I just finished measuring Z over about a 2.5 ft length and there is about 0.3 mm of variance from one end to the other end. It looks like I will need to try another resurfacing run.
With a slot width of 6.7 mm, the 6.35 mm tab fits in quite nicely with a tad of resistance but not too much. It just seems like a lot of room for play (I started out with 0.1 mm extra room and am now at 0.35 mm). My stock is particle board if that makes a difference.
For this small sample box I am cutting out it’s not much of an issue (100 mm * 150 mm) but I am more concerned what happens towards the inside/middle (away from the edges) if I put down a 4ft * 4ft piece of plywood.
If a suction table is out of the question, large slabs are a bit of a problem indeed. The biggest projects I do are a quarter sized ply (about 1220x610mm) and I have a dedicated wasteboard for it.
Due to me not having downcutters besides 1/4inch bits, the material will get sucked up and ruin any depth I need a cut to be, so when I need a sheet to stay put, I incorporate screw point within the design, thus preventing any cutting edge to get near the magnetic power of a bolt. The only thing I need to be sure of is to set the savety hight above the highest bolt within my cad.
To make extra sure the machine wont go near your hold down points, you can set avoidance boundaries. At least in vectric one can, dunno about other software.
To make sure my z hight is consistant no matter how uneven the material is, I z-zero off the wasteboard. Because my material is covering the wb, I cut out a small square I can zero trough.
Bonus perk: Because my hold down bolts are centered on the wb centre x axis and I xy zero death centre the wb, i can now flip the material around the hold down points and work double sided within single sided designs.
Did a resurface and my hight is more consistent now but still off by around 0.1 mm (kina hard to measure exactly) over a 2.5 ft span. I think I will stick with my current ‘slop factor’ of 0.35 mm which seems about right.
I ran across one additional issue though - my test box is made of particle board. When the bits come off the router table they have a tiny bit of material plus the tabs on them so they get a belt sander treatment. Well I ran the pieces in such a way that the belt was able to tear out tiny pieces of particle board in the wrong direction (ie making the tab just a tad wider). I will not run another test but that seems to account for at least some of the needed slop factor.
I am still left wondering how best to hold down large sheets of plywood but I am not at the point of needing to sort that out. I might just bite the bullet and get a composite nailer to avoid having to stress about crashing bits into fasteners.
Measuring flatness around a slab can be done using a zero block and the calibration tool in g-sender. Just zero on the block manualy and move the block around slowering your z axis untill the z light in calibration turns green. Take a note and off you go to the next point on your slab.
The best measuring tool to use is the tool doing the job.
That seems to improve on my method. I set zero with the zero block, move over a bit and use the paper sheet gauge which can be a bit inaccurate because you can never get the same exact tension on the sheet.
I will try it with your method and see if I get better results.
I tried your method but I can’t seem to figure out how exactly you do this. If I bring up the calibration screen in gSender the movement commands are not accessible. Same with the probe screen - if it is active then the movement arrows are locked out.
Oh, using a cutter to do the measurements is not a smart idea as sometimes the keyboard double taps and before you know it the cutter has impacted the zero stop
Altmill m8ght behave different though. Its a different beast.
LOL … that is an understatement Motors with feedback are great until they are not …
Found out that the keyboard movement commands work even in probe mode but if you have a keyboard that combines the arrow keys with the pg up and down keys you are screwed
I guess I am back to my old method.