I’ve created a fairly simple toolpath operation in fusion 360 to bore some holes. The bit should always travel above the surface of the stock right? But as soon as I click start the bit dives for z zero right into the damn part. That’s before the pause line I guess because then I get the pause dialogue. If I then select continue, it travels over to its’ first hole still at z zero.
I went back and checked that I’ve
-Set the correct origin wcs
-Defined clearance height in the tool operation
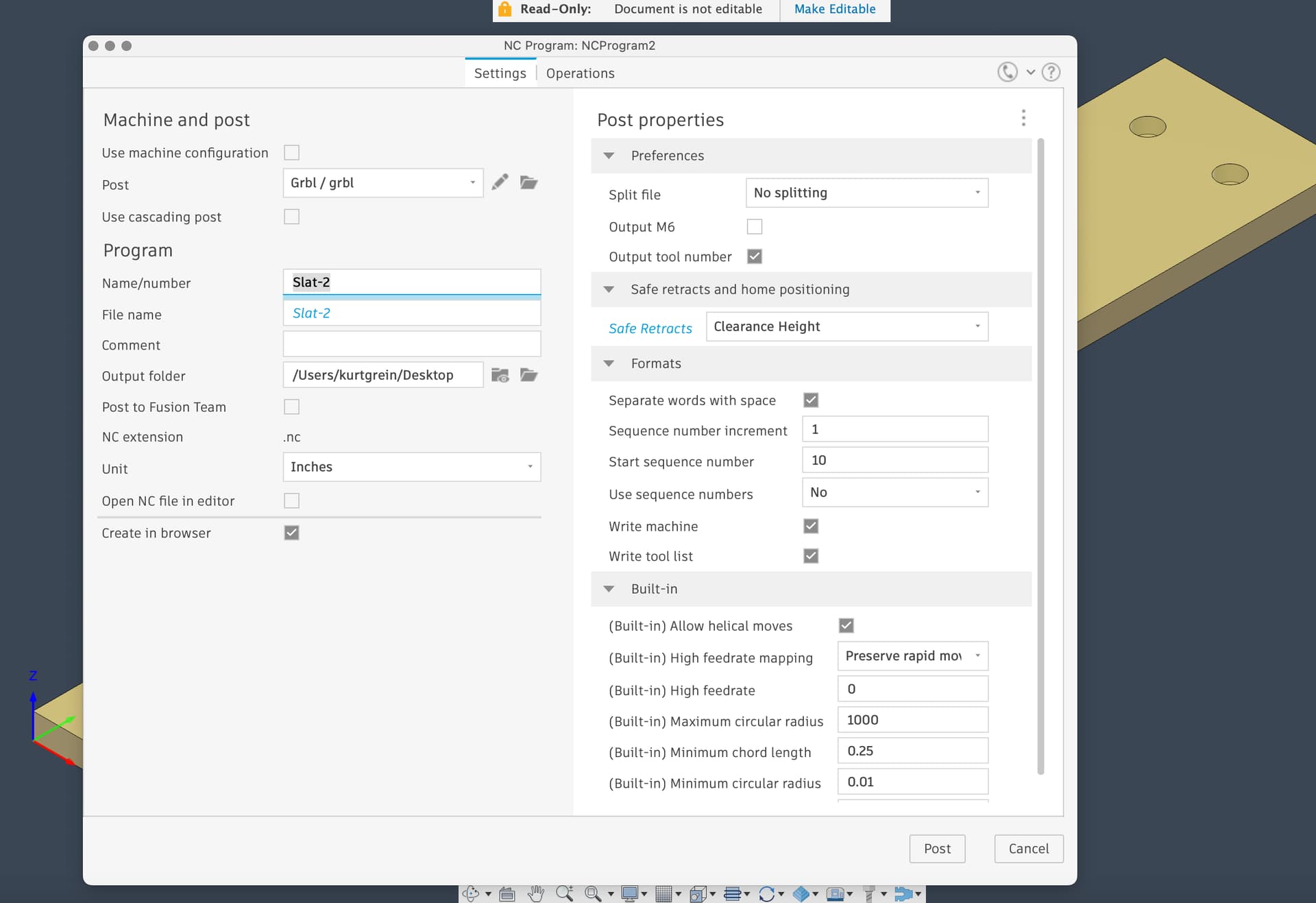
Oh great idea, yes! This is just a spoilboard slat, I’m just getting set up and I want to be able to remake them identically every time. So again, as soon as I hit start, the tool goes to z zero, or very close to it. Rather than traveling over to the first bore. Slat-2.nc (24.5 KB)
You can configure your post processor to not insert them. Check the resources on setting up the Fusion 360 post processor: Post Processors - LongMill MK2