When hitting the XY0 button, the machine doesn’t travel to the origin I zeroed out. It travels off in another direction. Also, when I hold and release the Z jog button, the spindle continues to move. I can’t stop it. I have to hit the emergency stop on the machine (Masuter Pro). Any ideas on either issue?
@BrianV According to the Masuter site, your controller is a 32 bit unit. You don’t say if you are using gSender as your control application. Assuming that you are, you would need to choose the grblHal connection option. Be aware, though, that if your controller is using a 32 bit “language” other than grblHal, it will not work as expected.
Thanks for the info. I’ll try that with gSender, but Vectric VCarve does not have a grblHAL machine setting. They only have grbl(in) and grbl(mm). Do you think that would be a problem saving the project as grbl, and then setting the gSender connection to grblHAL?
@BrianV Yes, you can use either grbl mm or grbl inch as your post in VCarve.
Thanks. Maybe that’ll help my wandering spindle. Had the machine two months and have yet been able to finish a project. Even cutting a simple 7" diameter, 1/2" deep circle with 1/8" deep passes, the spindle would take off in some obscure direction on the second or third pass. After stopping the job and hitting the XY0 button in gsender, the spindle goes off into oblivion, and not to the origin I set. Fox Alien is sending me a new motherboard. Be nice if it was just the connection setting you suggested. Really appreciate your help.
@BrianV I hope that it works out, but please keep in mind that the mere fact that your board is 32bit does not mean that it will play nice with the 32bit grblHal language in gSender.
I’m home now, and I can connect with grblHAL, but when I try to flash grblHAL, gSender is asking for a hex file. Where do I get this file?
@BrianV If you can connect with grblHal, why are you trying to flash that controller? Are you sure that it is compatible with grblHal?
The answer to both your questions is simple: I have no idea what I am doing. I’m a mechanical engineer, not electrical…lol. I can connect with grblHAL through the com port, but not with the IP address (the other option.) According to Fox Alien, the machine can handle grblHAL. I thought I’d have to flash it, like I did with grbl when setting up gSender. What happens when I connect with grblHAL, I load the job okay, but when I verify the job in gSender, I get an “Error 2: Bad number format.” I thought that may be related to grblHAL, since I didn’t get that error with grbl. Therefore, I thought it may be grblHAL related. Maybe grblHAL found the problem with the straying spindle that grbl didn’t. I haven’t researched the error code yet, but if you could shed some light on it I’d appreciate it. Thanks. Really appreciate your help.
@BrianV I’m checking out a couple of things and I’ll get back to you asap.
Edit.
I don’t have a solution to your issue. I did confirm that it is not a good idea to try to flash the firmware in your controller from within gSender, even if you can obtain a hex file. Sienci wrote a custom tool that is within gSender to flash their controllers from within gSender.
So, if you want to flash your controller, you will not only need to obtain the hex file, but you will need to use a separate hex file flashing application to perform the flash.
WRT to connecting to your controller using an ip address, you need to be connected to your controller using an ethernet cable and a network card in your controlling PC. Further, Sienci only supports direct connections, meaning that you do not connect through a network router.
That is all that I can come up with. Your issues really are with Fox Alien if they are the maker of your controller. As I have absolutely no experience with that controller, I’m simply not competent to do anything further to help.
Thanks. After you mentioned that, I thought not a good idea. When I verify the file in gSender connected with grlbHAL, I get an error message (attached.) Maybe this is a Vectric question.
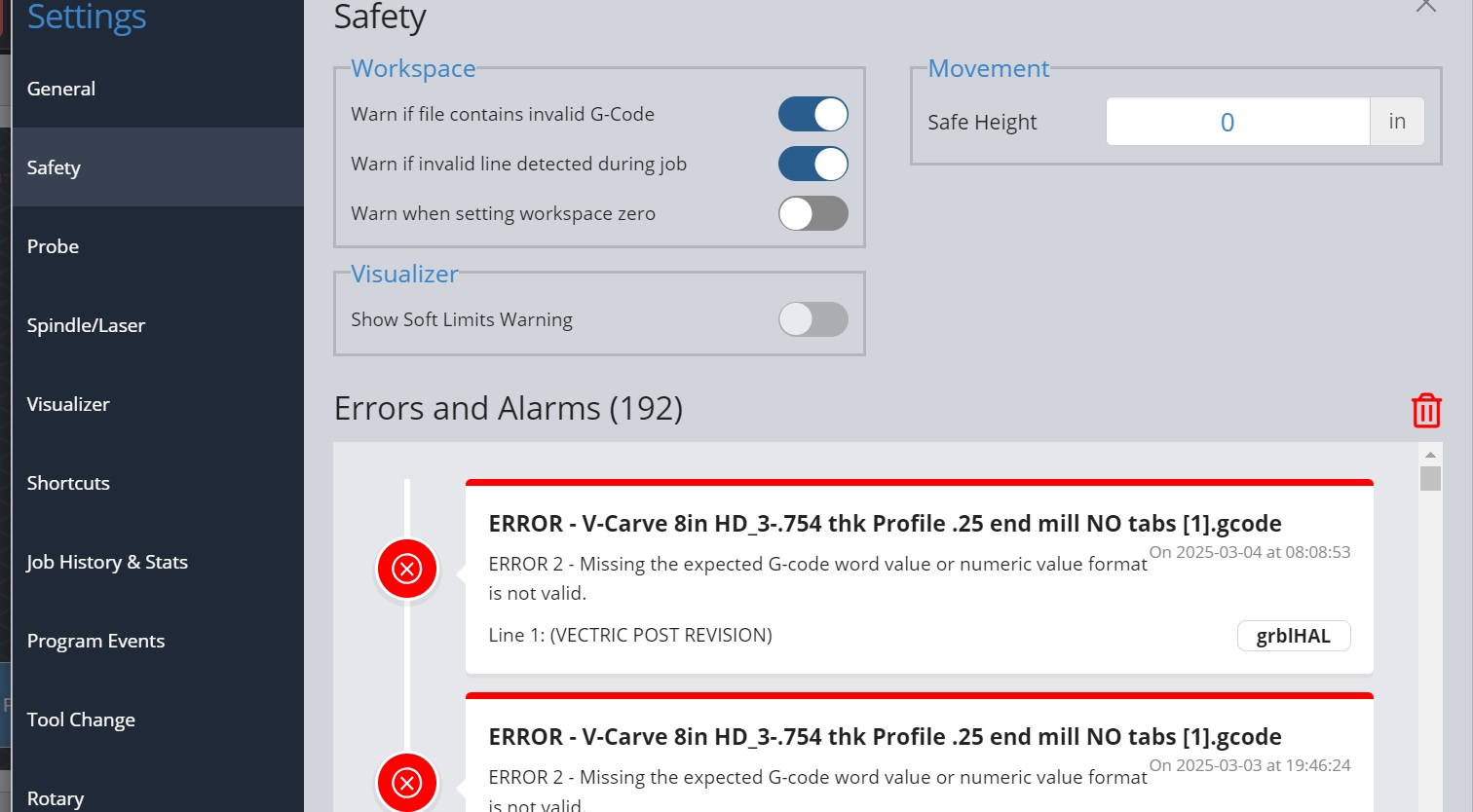
@BrianV That’s odd. It seems to be looking for a gcode value on a comment line. If you post the gcode here, someone may be able to help.