i am using G-Sender version 1.2.1
when i start a job (and this does not happen every time) the y-zero moves 1 to 2 inch’s to the +
it has done it with different jobs and seems to be random.
It it consistently happening for the same files? Is the workspace in your job consistent with the workspace you are setting your WCS offsets at? Look at the start of the file for G54->G59 or post the first ~30 lines of your file here.
it happens with different files and not every time i use them, so one time it will run fine then the next time it screws up.
i am not sure about your question about work space?
and i have no idea how look up and post lines of code
sorry
@RichVanremmen This is from the gSender documentation:
Console
The console is a tab that you can access at the bottom right hand side of the gSender window. The text here shows a truer representation of the communication that happens between your computer and your CNC. As you start to understand more about your machine, this is a great tab to reference so you can see if commands are being properly sent, received, and executed. It’s also great for troubleshooting since you can:
Manually send g-code commands to your CNC
Check for errors or alarms and the g-code that caused them (normally the line that comes before)
Copy text straight from the console to send in an email for help by clicking the icon beside the “Run” button
Even open the console in another window by pressing the top, right icon to help you see more console text at a time (if you press the button again once you reconnect to your CNC, it’ll reconnect the console stream to the original window too)
The part that you are interested in is the statement starting, “copy text straight from the console…”
Open a file that it’s happening on in Notepad or some other plain text editor and post the first ~30 lines.
I am having a similar issue while using the surfacing feature trying to flatten an end grain glue up. It’s happened three days in a row.
I set it up to make two passes at .04" each. Zeroed to the front right corner of the slab. First pass went fine. Second pass the Y zero move about 14" to the plus.
Same story the following day.
Last night when I opened GSender there was an update so I applied that and then I set it up to make one pass instead of two. All went well until the job finished and X and Y went to zero it was again about 14" to the plus on the Y.
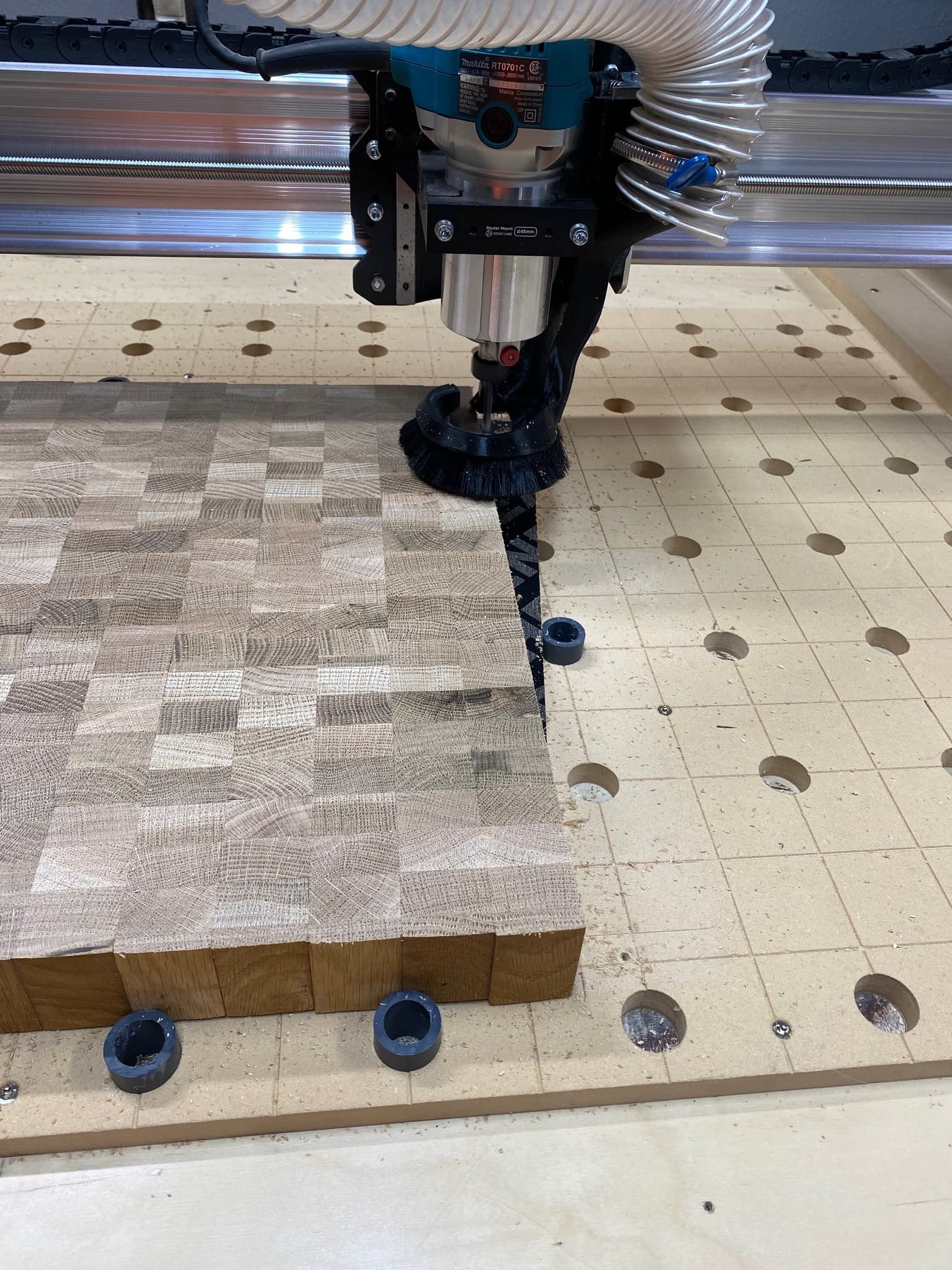
So I tried again last night and I saw what has been happening, It’s not a gSender problem at all. It’s a bad adjustment on the v-wheels on the y axis that only presents itself during rabid movement and causing a bind.
I will address it this evening and try again.