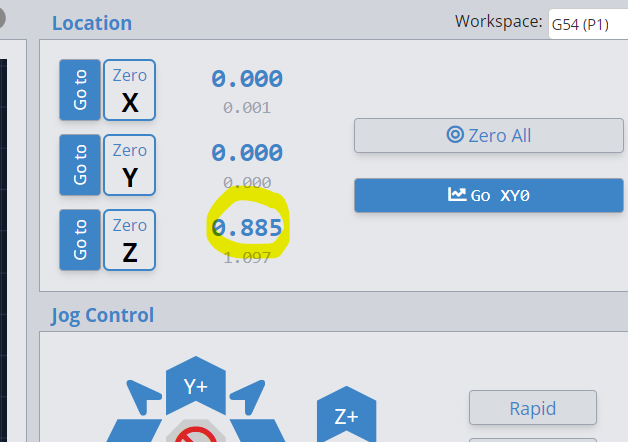
When I stop the job and return to home the Z is at .885 it should be at.800
It is set to cut -.070 on the first pass but it is running at +.015 above the surface.
Is there some kind of offset or setting that would cause the Z to run .085 above where it should cut.
Im using gsender 1.2.2 on a 30" Longmill sienci labs