Make sure you zero the cutter on your stock is the same place you set it in Fusion. The first tab on the setup sheet that comes up when you do SETUP - NEW SETUP is the setup tab. Click BOX POINT. Choose on of the 27 points where you can set zero. I usually Front-Left-Top. For round things I use Top-Center. All of the gcode instructions included in your file will be relative to this point. The zero your cutter on this point on your stock. After you zero, raise the cutter a couple thou so it doesn’t drag, and hit Run.
Don’t give up. It will be fun.
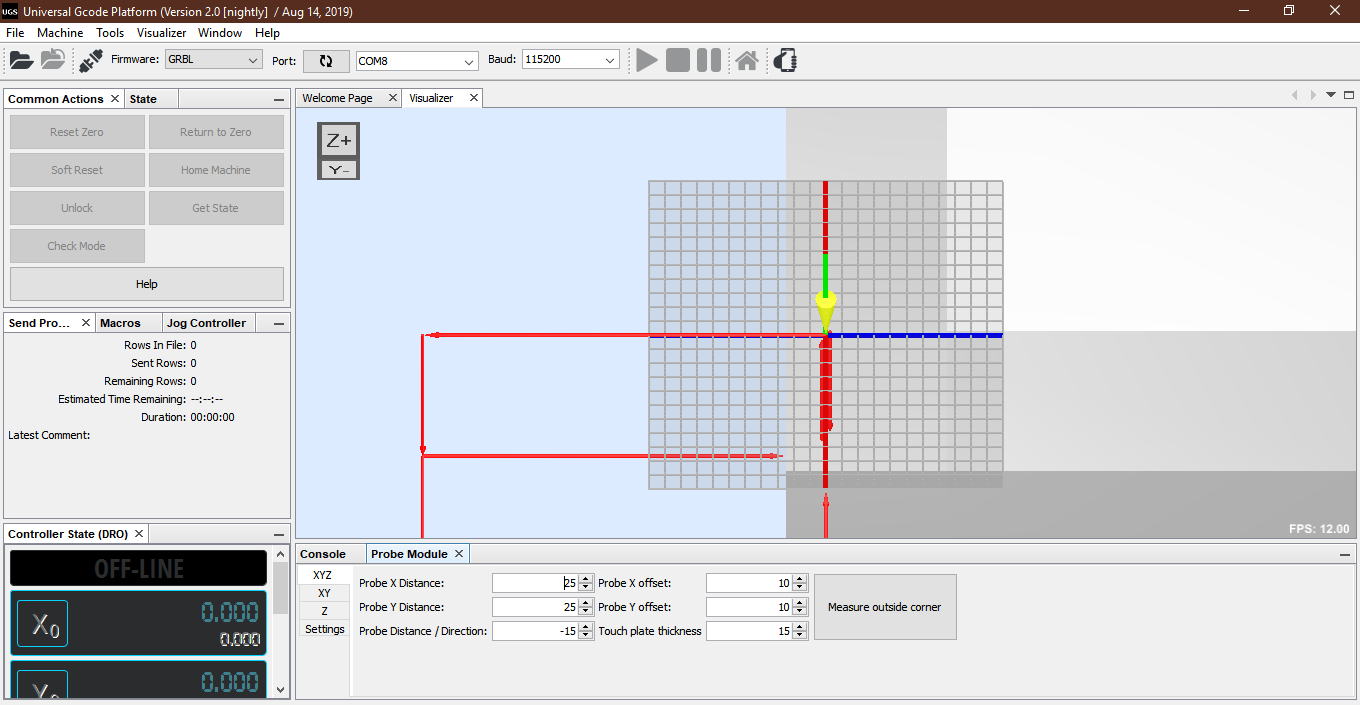
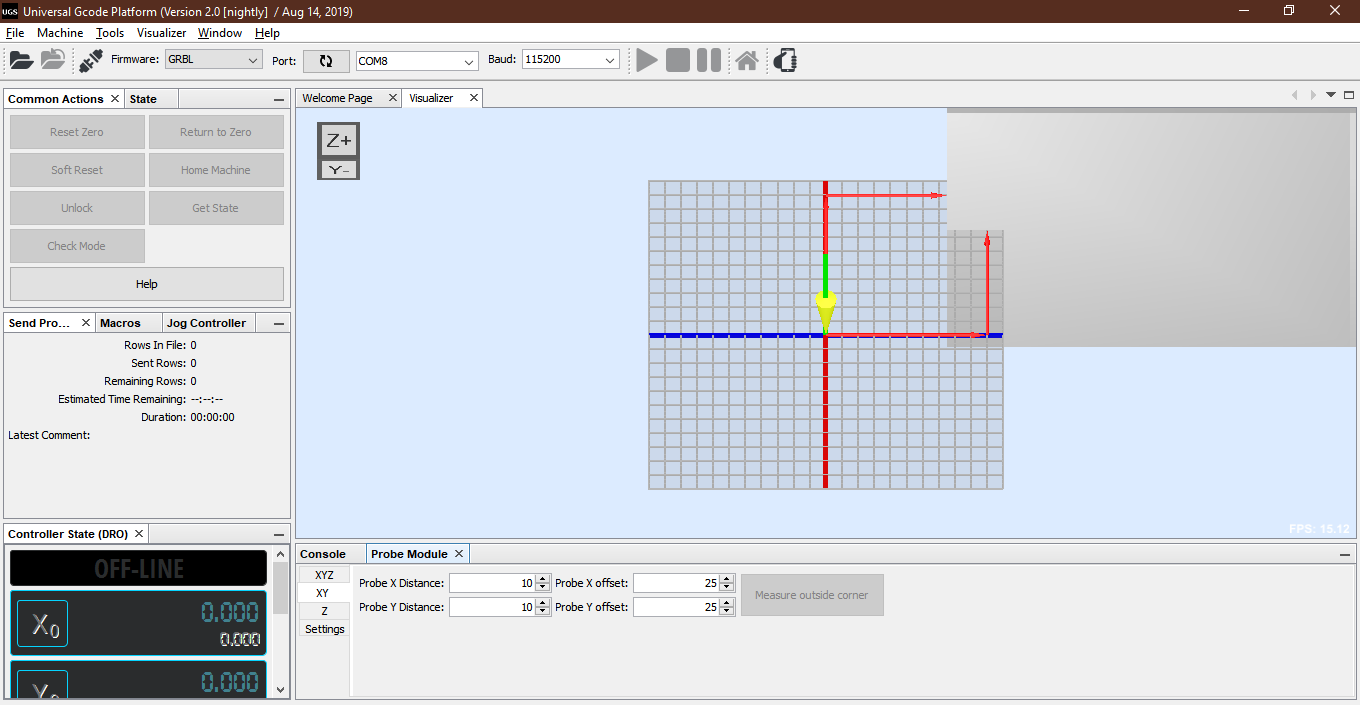
Your xyz window and your xy window are not the same. They are the reverse of each other. The xyz windows is correct.
Here is the chart from Sienci:
- Probe X Distance: 25
- Probe Y Distance: 25
- Probe X Offset: 10
- Probe Y Offset: 10
- Probe Distance/Direction: -15 (make sure this value is negative )
-
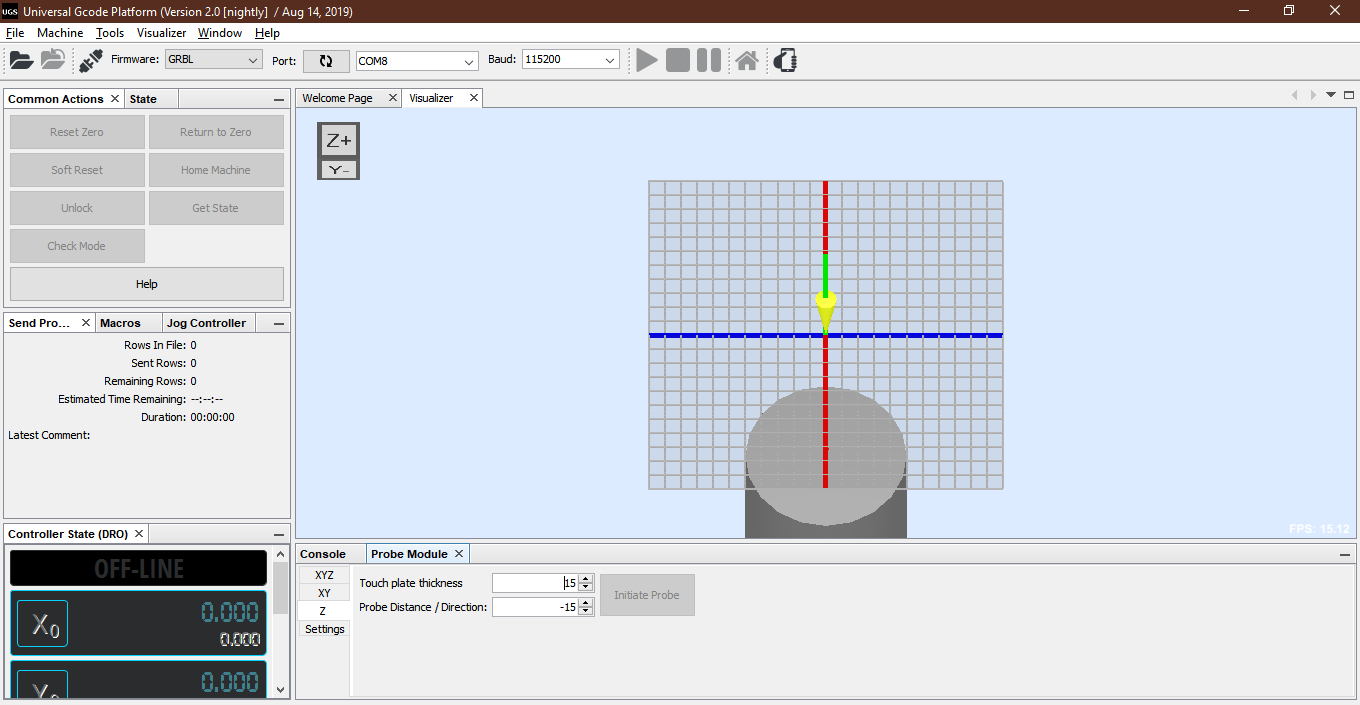
Touch Plate Thickness: 15
I didn’t watch the video, but others have said that they are reversed or incorrect in the video. I have mine set as above and it works fine.
Also, please attach a pic of your settings window.
As an aside, when doing a Z only zeroing I have found I have to use 21 as the plate thickness. I don’t yet know why this is the case. But when trying to set Z zero only using the 15 mm setting, the bit was consistently 6mm above the surface. I did measure my block with my caliper and 15mm does appear to be correct, I can’t explain why this happened. But after doing it multiple times, I measured the distance to the material surface at 6mm and adjusted to 21mm and it worked correctly. Just want to pass it along in case anyone else sees this.
-Jeff
@jwoody18 That’s weird, Jeff. (Sorry for the technical talk.) 
I’m using the 15/-15 setting and it works fine - aside from the occasional non-zeroing thing. I can’t see any consistency in when the glitch happens, so I really can’t play with a solution. I’m chalking it up to just another thing I need to look for before pressing send. Sort of like remembering to turn on the router.
I’ve been thinking about the 21mm thing and wondering if my Z axis isn’t tight again. That is the only thing I can think of that could logically cause it to be out of whack during that process. Will double check it all after I move the feet per your suggestion in the other thread…
I agree about the pre-flight checklist. I’m actually intending to get it all organized and try and make some macros to automate and remind me. So easy when excited to start cutting to forget a key step.
-Jeff
@jwoody18 So far, I’m lucky in that I’ve only forgotten to turn on the router when I’ve been doing practice runs in rigid foam. The bit plows a fine groove in the foam, but at least the bit doesn’t break.
Now, I’ve made a checklist.
- Open the correct gcode file.
- Chuck up the correct bit.
- Lower the dust shoe so that the router bracket doesn’t hit it when setting Z0. (A big one for me.)
- Set x, y, and z 0.
- turn on the router
- turn on the dust collector
- send the tool path.
You would think this would all be second nature by now, and it is, more often than not. However, I still need reminding from time to time.