I am consistently getting the zero set incorrectly when I use the probe wizard in response to an M6 command in my gcode file.
Version: 1.4.11 running the Generic CNC firmware on a FoxAlien Masuter 3S. I am doing a Z-probe touchplate type and Standard Re-zero strategy on the M6. I am using mm everywhere, and $13 is disabled.
The probe cycle works fine if done stand alone. It only has issues in a program in response to an M6. the exact command is T32 M6 output from Fusion.
The probe cycle seems to go though most of the steps when in the M6 wizard, but I noticed it does not ask for the probe to touch the plate before doing the probing itself. So no connectivity test is done in the M6 wizard.
It seems the Z is off by about the thickness of the plate, but not exactly.
Yes, I made sure I was pressing the probe and not the paper option (which would explain the height difference, but I really am pressing the right button and it does a probe cycle).
It is repeatable. It happens with different tools and paths. And the probe routine works stand-alone so the block height and other system settings are correct for probing.
It looks like it is working during the in-program wizard, but the Z value set is incorrect. I got my first clue when it buried my tool in my workpiece ![]()
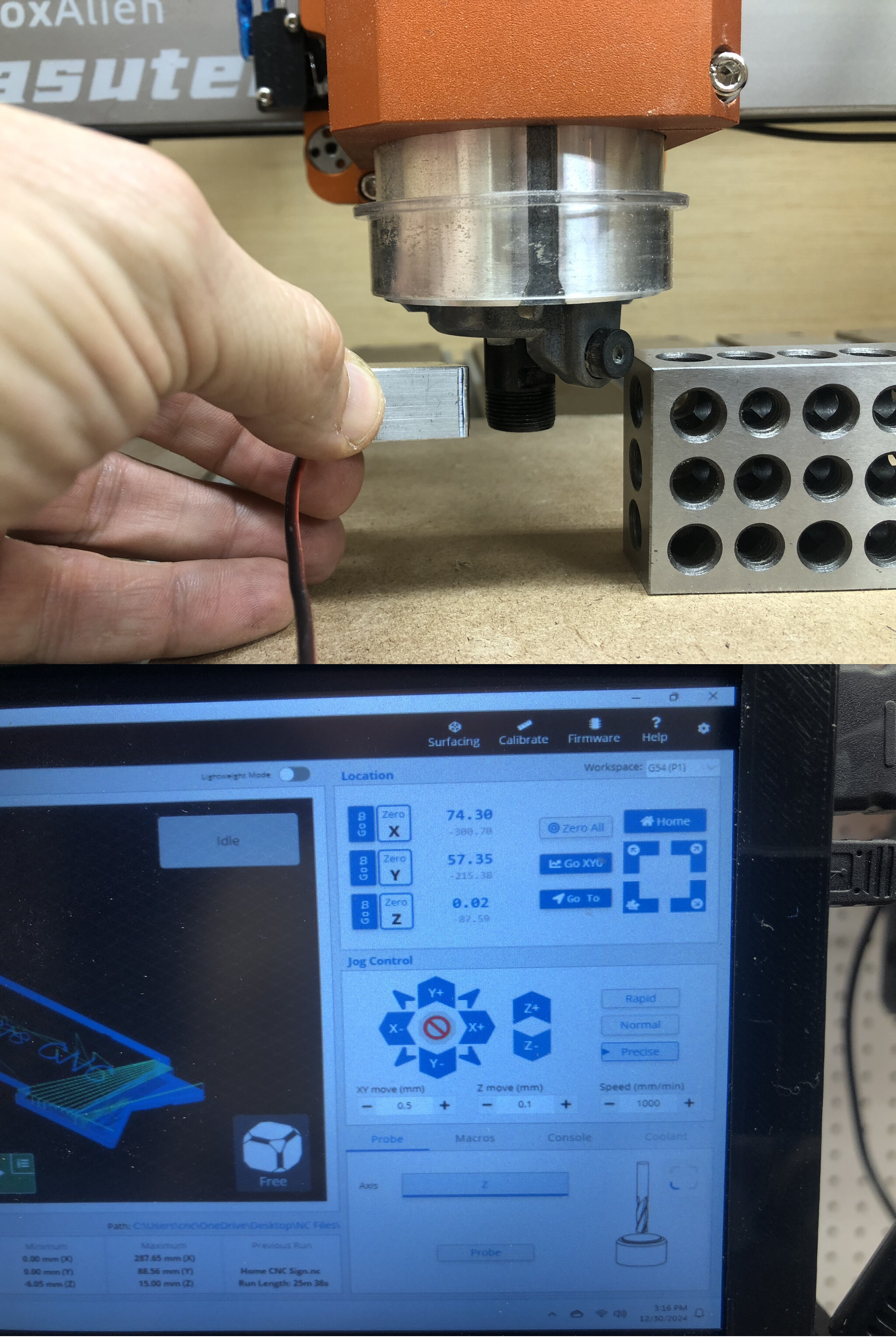
Attached are two pictures. I zeroed Z in a program using the wizard with no tool in the spindle on the 1-2-3 block. Then I ran the program for a second, stopped the program, and put the machine to Z0. In the top photo you can see that the spindle top is not even with the top of the 1-2-3 block as it should be. Instead, it is too low, about the same distance as the touchplate. The lower
shows the screen at that time and and that Z is 0.02mm
It could be user error, although I am sure I am hitting the correct button on which type zero to use and it does an actual probe sequence when I push the button. Any thoughts?
Thanks