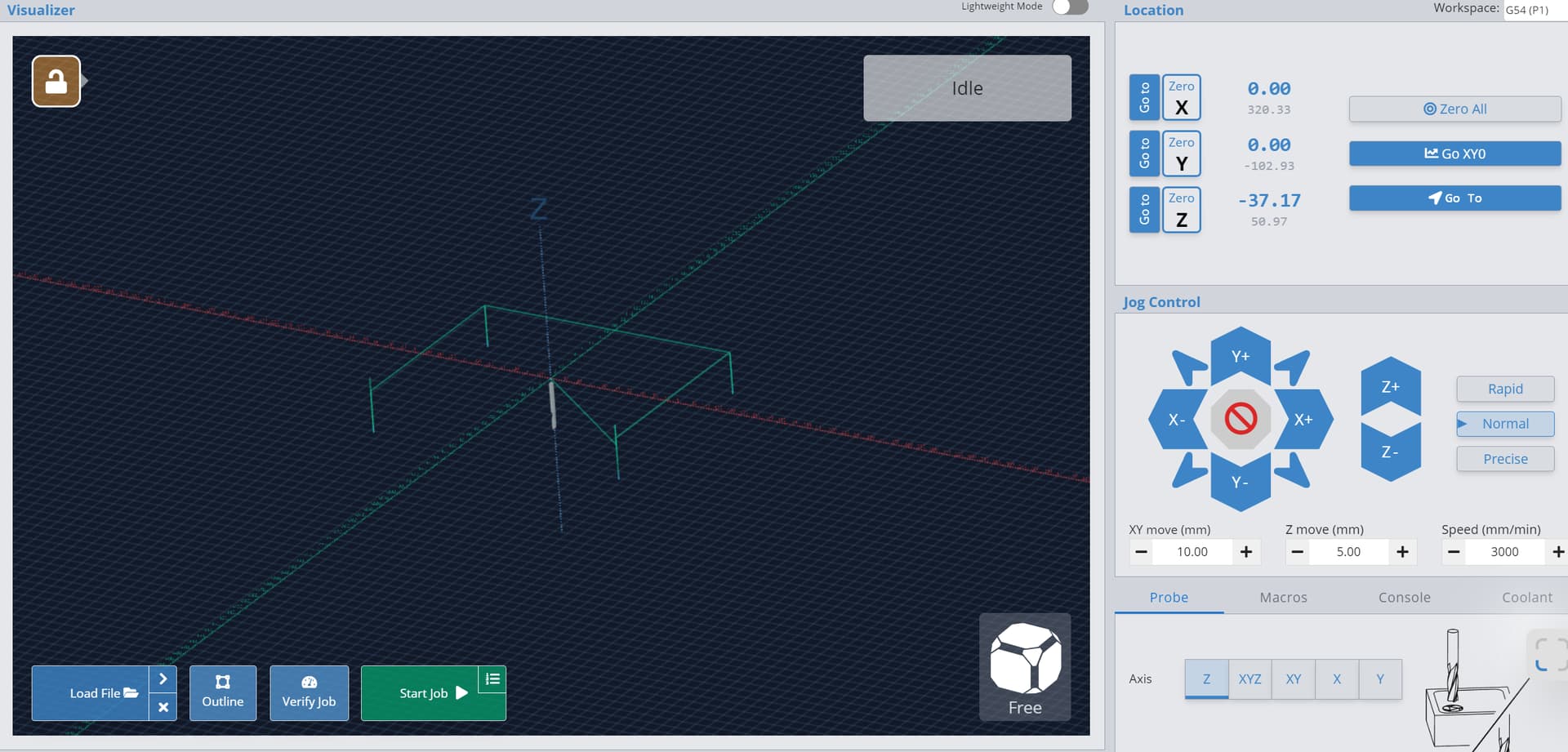
When I zero out the machine coordinates it behaves in a way that I don’t expect. I was running a G-Code program that drills four holes. The center is at (0,0). I zeroed out the bit in the center of the workpiece. When I run the program it drives the end mill straight down into the workpiece. You can see in the screenshot that the Z position is -37.17 at the center. There is not supposed to be a hole in the center, only at the four positions.
The program runs as expected if it is run after the controller boots up, but if the coordinates are manually zeroed it does not.
What am I doing wrong?
What CAM program? What post processor?
I’m using Fusion 360 with a GRBL post-processor. The gcode has run ok previously, so I don’t think it’s related to the gcode file.
The diagnostic file has a bunch of soft limit alarms which may be related to the issue.
Recent Alarms
There might be a clue in the gcode if you can share it.
Do you have limit switches? It appears no.
gwilki
April 1, 2024, 12:24pm
5
@Ryanwallace @NeilFerreri All those alarms were well over a month ago. I would think that there would be more recent alarms if they relate to your current issue.
Thanks @gwilki and @NeilFerreri
I don’t have the ability to upload files here as my account is new, but the gcode is below:
(Top Lid Drill 1)
(Drill2)
M9
KGN
April 1, 2024, 3:07pm
7
This is returning the machine to machine (not workspace) Z zero and is the reason you’re experiencing what you are.
You need to check which post processor you’re using to prevent this or remove the line.
ok, thank you. That would certainly cause that issue.
@Ryanwallace This is why I asked about G28. This seems to be a common issue here lately (Link , Link , Link )with our new Fusion users.
When you post, you can select to use your clearance height rather than G28.
@NeilFerreri