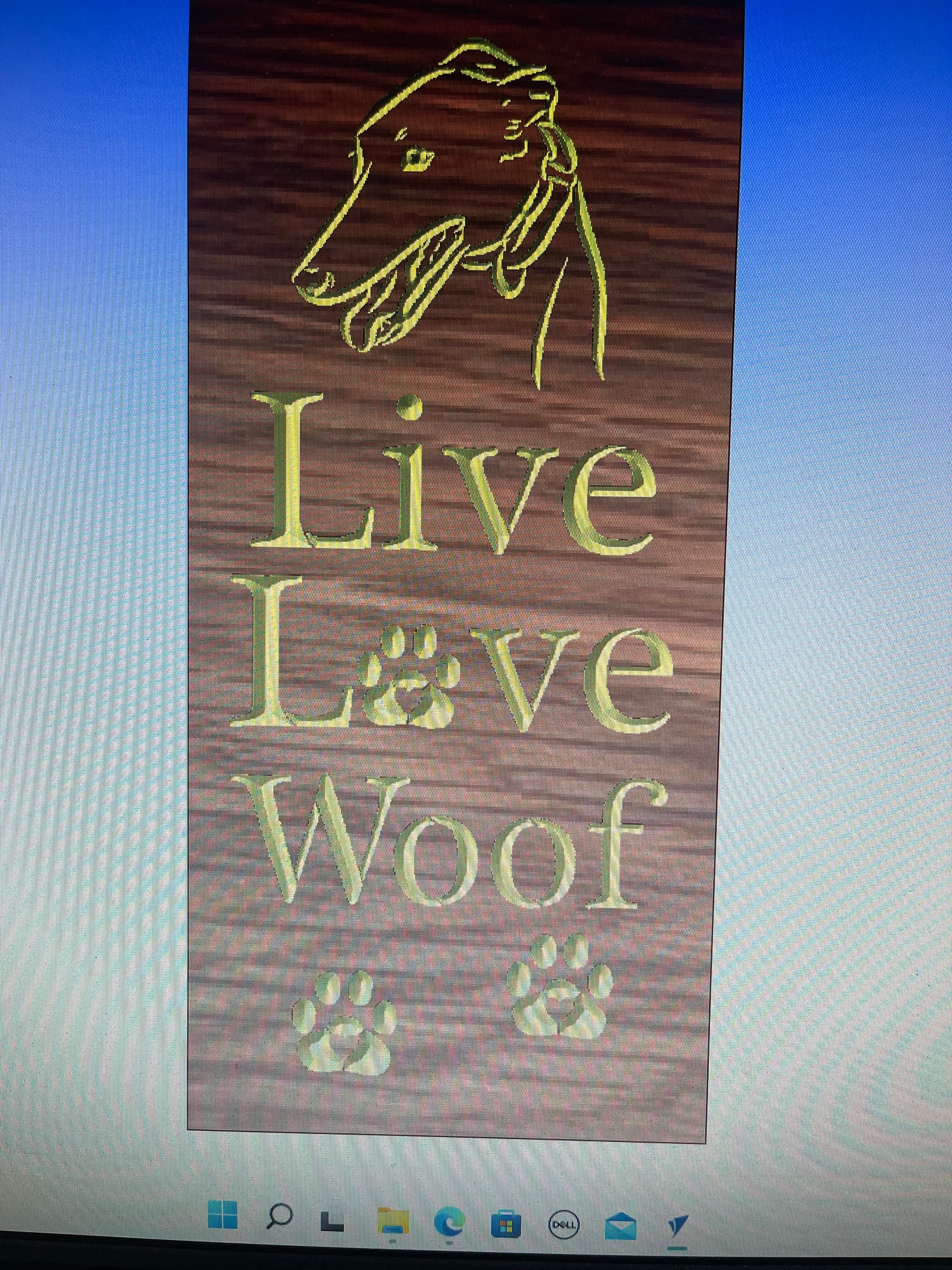
Hello! Was trying to use the walnut from my “epic fail”the other day and carve something to celebrate our love of greyhounds. Was going really well and I was genuinely impressed with how it was turning out. Then this happened, and unfortunately ruined my piece. Looks to me like something failed to move correctly and put the machine off track so to speak. It looks like it began going crazy while carving the head and went to the L pushing it down into the letter below.
How do I go about making sure it don’t happen again?
What should I look for?
Do I need to do preventive maintenance and if so what do I do?
This is quite a likely answer, Brian. The model was not carved correctly from the top of the dog’s snout and then as the cutter was moved to the top of the vertical part of the letter “L”. The cross beam at the base of the letter appears to be in the correct place.
This has several possible causes but I think you can eliminate incorrect design or bad toolpath. It has the feel of the Y stepper sticking. The vertical bar of the letter “L” would have begun at the correct height if it had started in the right place. It appears to have been carved from a start point that is too low. The top counter of the serif which lies over that vertical bar should have been level with the dot over the letter “i”. This may fit with a temporary obstruction to the Y stepper which started too low and then continued to carve the piece at that level.
The carving error around the snout could fit with the Y stepper being held in a temporary manner and then moving on. The top of the snout required both X and Y steppers to move simultaneously to carve that line in the angled direction it was supposed to take. A sticking stepper motor could produce that carving error effect.
If the stepper motor is sticking and missing steps, it could be the lead screw is too tight. You could check that the X & Y lead screws are both adjusted to the same amount. Check that the wheels on the rails are not being held by any dirt obstruction on the Y rails. Preventative maintenance is to check all screws for tightness to tolerance once a week and clean the machine s best you can.
Check for worn components and screws loosening. Check play and assess the machine for correct function. I also look for worn cutters and throw them away as well as checking that there is no dirt in the router collet, collet nut and collet cone. I clean these after every use because the Makita router is prone to collect wood shavings in these areas. These shavings can loosen a cutter while you are working.
That should help with some sort of starting point.
@jepho I so appreciate your time Jeff! I had to work this evening, but will go out and go through the list you provided. I will post the solution once I find it. My machine has been rock solid thus far, and I am sure with your advice I can get it to work like it should. Again, thanks to you for taking the time to respond. I genuinely appreciate it!
Jake
No worries, Brian. You are very welcome to a few minutes of time. There are lots of test that can be run to home in on various issues so do not worry. It is a machine and should be amenable to adjustment. You may find a person who is more experienced with a Longmill and they can debate specific issues with you. I have only provided a couple of general pointers.
@jepho Hey Jeff,
Got back to my longmill today finally after fretting about it all weekend. I found the following when doing a thorough cleaning and adjustment.
The screw for the backlash nut on the X axis had come out completely. Not sure why, but got it back in place and got it set back into appropriate tension for the axis.
My Y axis was not even when moving it back and forth. Found the wheels were out of adjustment and had a bit of wear from the wheels on the rails. Easy fix, clean the rails and adjust the wheels so the tension was appropriate front to back.
The anti-backlash attachment screws were not loose, but not tight either. tightened them up.
Ran the machine back and forth a number of times and found the axis was moving without catching.
Ran the same carve without a bit in it to make sure it didn’t appear to catch or hang when I got to the top of the piece. No issues to report there.
Lesson learned, pay closer attention to ensuring that all screws are tight, rails are clean before and after every carve. I think that wil help make sure that I don’t have this problem in the future.
Again, thank you for your suggestions, it was much appreciated! Tomorrow, it will be time to get making sawdust again.
Take care!
Jake
Aha, Brian. This little gremlin would partially account for problematic carving.
This is the other gremlin which has the feel of being a part of the problem too.
I don’t know the precise arrangement of these on the Longmill. All my threaded items are tightened with a torque wrench, which helps with consistency. I used to use blue thread lock but that was the wrong approach. Threads would not come undone but as wear set in and adjustments were required, it was the devils own job undoing some threads very carefully. The torque wrench prevents me worrying about loose threads and still permits me to reset them.
Testing is the only way to know if your adjustments were correct. This comment applies to point five. as well.
Part of my search for consistency was understanding what issue caused what problem on the workpiece. I also made it more difficult on myself because I wanted to mill metal to very fine tolerances. I used metals as test pieces because I thought when these are correct, my general tolerances will not be a problem when machining wood or laser engraving.
I think regular maintenance was difficult to get a handle on in the beginning because I had no idea about the factors which had an overall effect on the final product. For example, step loss in a stepper motor is very subtle. It is quite hard to discern and right at the start of one’s own CNC journey, it does not even enter one’s thoughts.
All my efforts have been bent on making maintenance far easier and more consistent so that it does not feel like an unwanted chore. All threaded items on my machine are tightened with a torque wrench set to five newton metres. Tight enough to hold well and not so tight as to damage the threads. My belts are tensioned to 135Hz. I use an old electric toothbrush to removed compacted saw dust from the V wheels. I run a square over my machine and a spirit level so that I could detect an alignment issue very early on.
The obverse of effective regular maintenance is good machining practice. If you can machine gently and preserve the tools, then you will have a machine that requires less maintenance. I am glad that found the solutions to your issues. CNC is a frustrating journey at the hobbyist level but it very satisfying when it goes well.
Once again thanks Jeff! I have been derelict in maintenance so lesson learned. I enjoy your approach to it, make it a routine and it doesn’t become something you hate doing.
I knew this would be a huge learning curve for me, but am finding enjoyment in fixing the little things that can and will go wrong. As always , I appreciate your time and effort responding to a new guy.
Enjoy!
Jake
You are very welcome, Brian. Any little leads we can glean are just another signpost on the way to becoming a CNC expert. I figure I will need about 50 years before I can lay claim to that title but I am just having fun and enjoying the journey.