@Kerryh2012 Since you directed your comment to me, I’ll follow up. I must admit that I am confused. You have said that tip and auto are working correctly. I don’t understand what you mean by setting the bit diameter since, with the auto zero touchplate, my understanding is that is not necessary.
It just seems to me like there is an issue in the code when probing with a set bit diameter. Like there is a missing /2 in the calculation. Auto and tip require 4 movements (5 if you count z), set diameter only requires 2 (3). Another reason I set the bit diameter is so that the zeroing movements are always in a direction that is opposite from the touch plate fences. Less chance the touch plate will shift position while probing. As far as posting as directing my comment to you, it was not intentional.
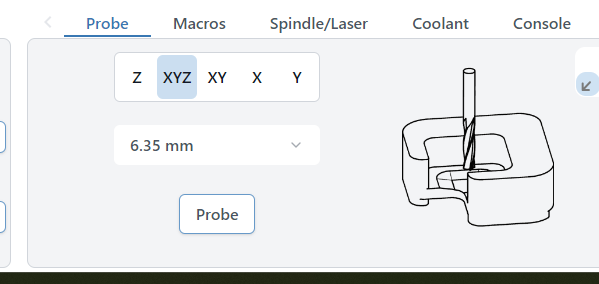
@Kerryh2012 I’m sorry Kerry, but I’m lost here. I just watched the auto zero touchplate video again and they did not show any way to enter a bit diameter. In fact, both Chris and Scott specifically say that you don’t do that with the auto zero touchplate.
Since you seem to still be having issues, though, you should open a support ticket with Sienci.
It worked just fine before the 1.5 refresh. I have never used auto or tip since I started using my longmill due to the reasons I mentioned and it always zeroed the center of the bit on the corner of the stock until I updated to 1.52 . Why give the option to set a bit diameter if the auto-zero touch plate doesn’t support it? it is zeroing the bit so the x and y planes of the stock are tangential to the bit instead intersecting the center like it does using auto or tip. As I said, seems like a missing /2 on a calculation.

I’ve moved this to gSender bug so that the gSender team at Sienci will see it.
Thanx, I assumed the devs were watching the gsender board.
@Kerryh2012 They do, but that is not where the OP first posted this topic.
I am not competent to know if this is a bug, so I’ve moved it to Question. The gSender team will see it.
Isn’t it convenient that the day that this issue was acknowledged after 25 days is the day that was lost? I am only joking @chrismakesstuff . Just wanted to post a reply as a reminder.
@Kerryh2012 @chrismakesstuff Posted a long detailed reply yesterday. I’m sure when he gets time, he will do so again. In the meantime, if I have finally understood the issue, you can choose either tip or auto and it works as it should.
I know. I will suffer with the workaround on the large stained glass window frame that is my only project atm. Can’t really go back to 1.4.11 over the improvements to the tool change functionality in 1.5.x
Looks like the fix is in the pipeline. FWIW ARCISupport is my github account.
Ooooo man, if only I had seen this post earlier today…. I had definitely specified a bit diameter and had things zero properly. I came to the same conclusion that you did, Auto works the way it’s supposed to, but setting a specific bit diameter causes the bit to sit over top of the work piece. I felt like I was losing my mind trying to figure out why my machine was consistently a bit diameter out from where it was supposed to be after a failed cut and trying to ‘trace’ the old lines to finish it.
@Greener @Kerryh2012 In my ignorance, I believed that the biggest benefit of the auto touch plate over the plain touch plate that I use was that you don’t need to be concerned about mill diameter. The auto touch plate takes care of that. Your posts would seem to confirm my understanding. If you choose auto or tip, the auto touch plate does it thing accurately.
That being said, why would you want to enter a mill diameter using the auto touch plate? This is not a criticism, just an honest attempt to understand. thanks.
My explanation of why I prefer to set the bit diameter was a victim of the lost day of the forum. Main reason is the auto and tip touch off on all 4 sides of the AZTP, Two of those touch offs are on the same side as the fence of the plate. Unless I have a gorilla grip on the touch plate it shifts. Had this happen a couple of times last weekend. When the bit diameter is set, the zero process only touches off on the 2 faces opposite the fences making a shift much less likely. The other reason is the time it takes between the two options.
I don’t have a good explanation, I’m still very much in the mess about, break things and learn phase. It’s been a good while since I’ve had much of an opportunity to use the machine and I saw the option, not sure why I decided to pick a bit size over auto, but my lesson for the day (one of many) is consistency, don’t change what ain’t broken lol.
For context, This issue only presented itself since the 1.5x refresh. All previous versions of Gsender calculate the 0 position correctly on a set bit diameter. The issue has been acknowledged by the devs and is slated to be fixed in the next release.
@Kerryh2012 @Greener Thanks guys. Much appreciated. ![]()
This should be fixed in the next release.
Hey y’all, yeah unfortunately I never got back to responding to this post since my original reply was lost on the day of the Great Forum Reversion, but simple explanation is we found where this was coming from, did quite a bit of testing, and the problem should now be resolved in 1.5.5 alongside many other quality of life probing improvements we made ![]()
@EADURB, @Kerryh2012, @Greener could any of you who were experiencing it confirm it’s been resolved?