Machine won’t connect or has VERY limited connectivity, e.g. it stays connected for a few seconds then drops connection again.
Getting very frustrated with this experience.
Machine won’t connect or has VERY limited connectivity, e.g. it stays connected for a few seconds then drops connection again.
Getting very frustrated with this experience.
@toddg You don’t say what the machine is or what software you are using, but if it is a Long Mill and you are using gSender 1.4.3, make sure you are connecting with grbl and not grblHal.;
You may want to ensure your USB sleep feature is shut off on your computer. I don’t run a windows control computer, so I can’t tell you how to shut it off. On my Mac, it was easy to locate and disable. The other thing you may wish to look at, is your USB cable problematic? In my case, my usb plug is tired and should be replaced. The only way to do that is by replacing the motherboard and well on a 13 yr old laptop, that ain’t happening. Let us know how you fix the problem. It will get better, really!
I’m with Jake on this one. A bit of vibration and you lose the connection. My USB port on my Microsoft Surface computer is a bit “touchy”. It’s not elegant but a bit of masking tape helps stablize the cable connection. Think electrical connection first, software second. Best of luck.
@toddg Did you resolved your problem, Todd?
@gwilki does this hold true for the AltMill as well? I followed, as best as I could, the instructions from the Sienci website and set mine for grblHAL
Earlier today I was able to connect with my PC, but tonight I cannot. I’m
@Jgt1942 I’m not sure what you are asking, John. Certainly, the connection that you want with the AltMill is grblHal. It appears from your screencap that you are connecting with a USB cable, correct?
If so, does the controller on com3 show up in device manager on windows?
Is your eStop off?
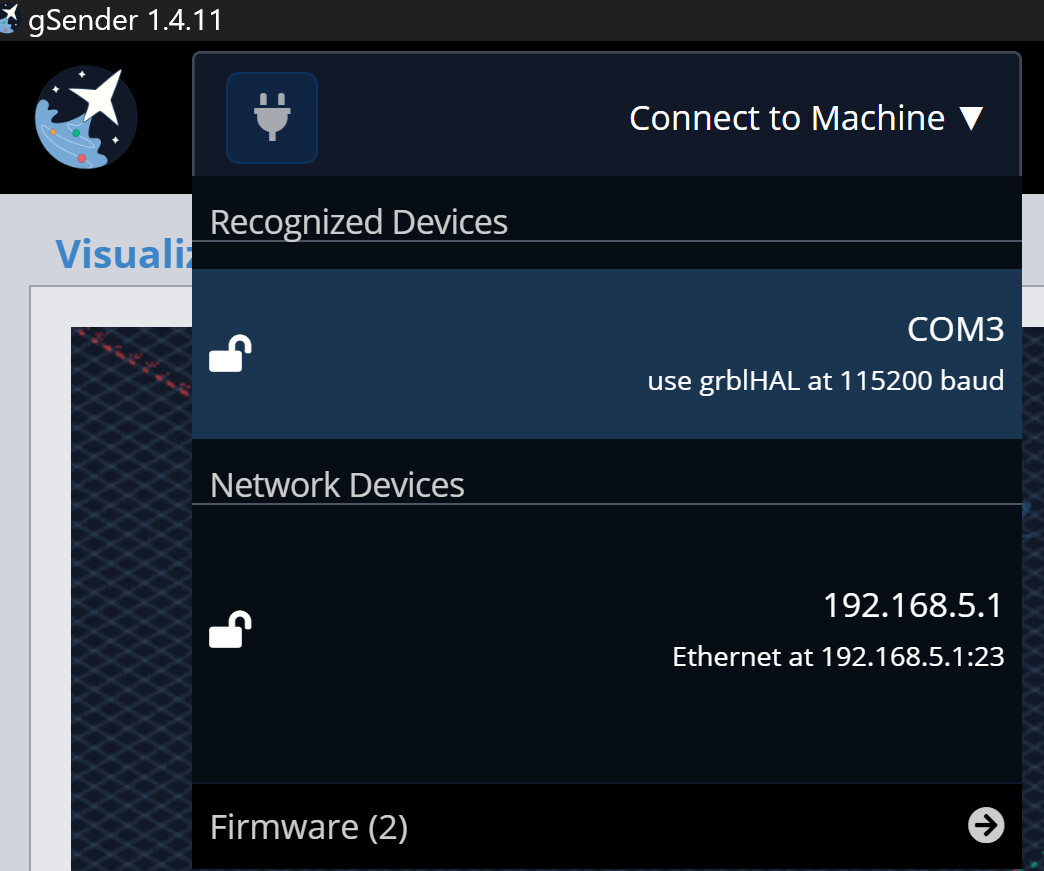
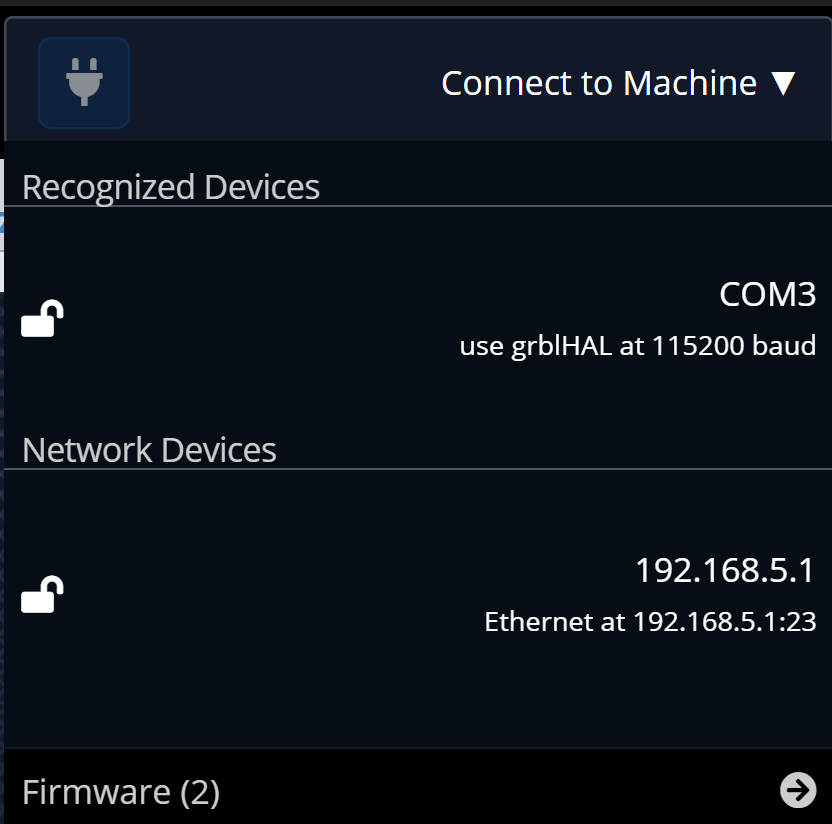
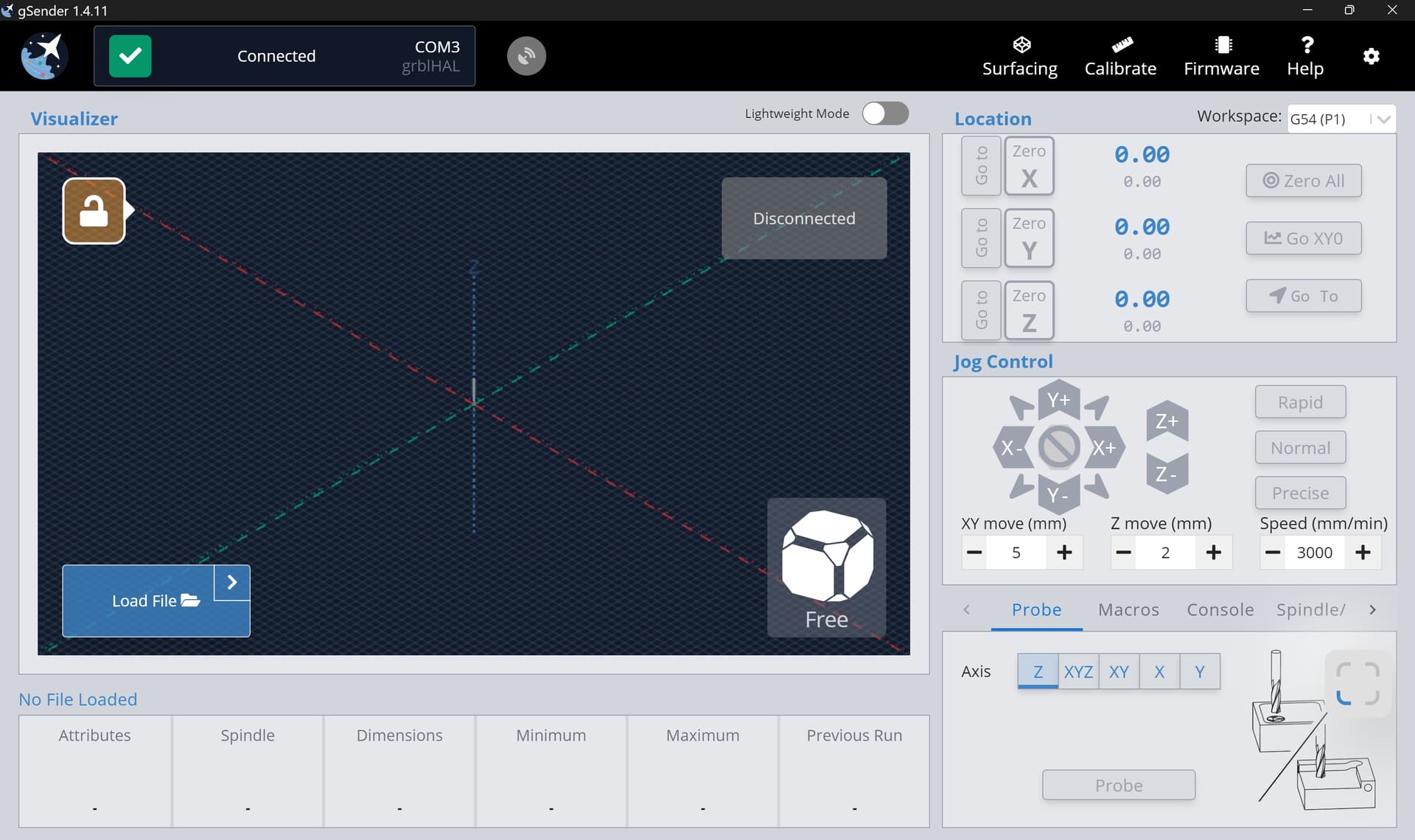
Yes the COM 3 does show up and that is what I’m using, as in the following image.
Today, after I click on the COM 3 option I see the following
How do I access the firmware if gSender is not making the connection?
@Jgt1942 If you have not done so already, look at this
Yes, I’ve looked at the document you suggested, but became lost in the document. Very often, I just don’t understand what I’m reading, I assume this is due to lack of knowledge on my part.
Today, my son attempted to help me. When we first started we could jog the spindle X, Y, Z directions. I thought I was ready to perform a Tram check and attempted to do so. I decided to make a 22" tram bar but this presented huge errors for me.
I had ordered a small tram bar from PwnCNC and decided to use it. I used the bushings included with the AltMil for the X and Y. I was able to correct the X axis but not the Y axis.
The Y was about .15mm low on the backside. I installed the bushing and attempted to rotate the X axis toward the back but the bushing only rotated it toward the front. After two hours with no success, I gave up for now.
I loaded a surfacing I downloaded from the IDC website, Garrett made available the file he created for his AltMill. After loading it in gSender I realized I was not knowledgable enough and started to review the link you suggested. Previously, I had created a MS Word document that I could print and make notes as I reviewed and educated myself.
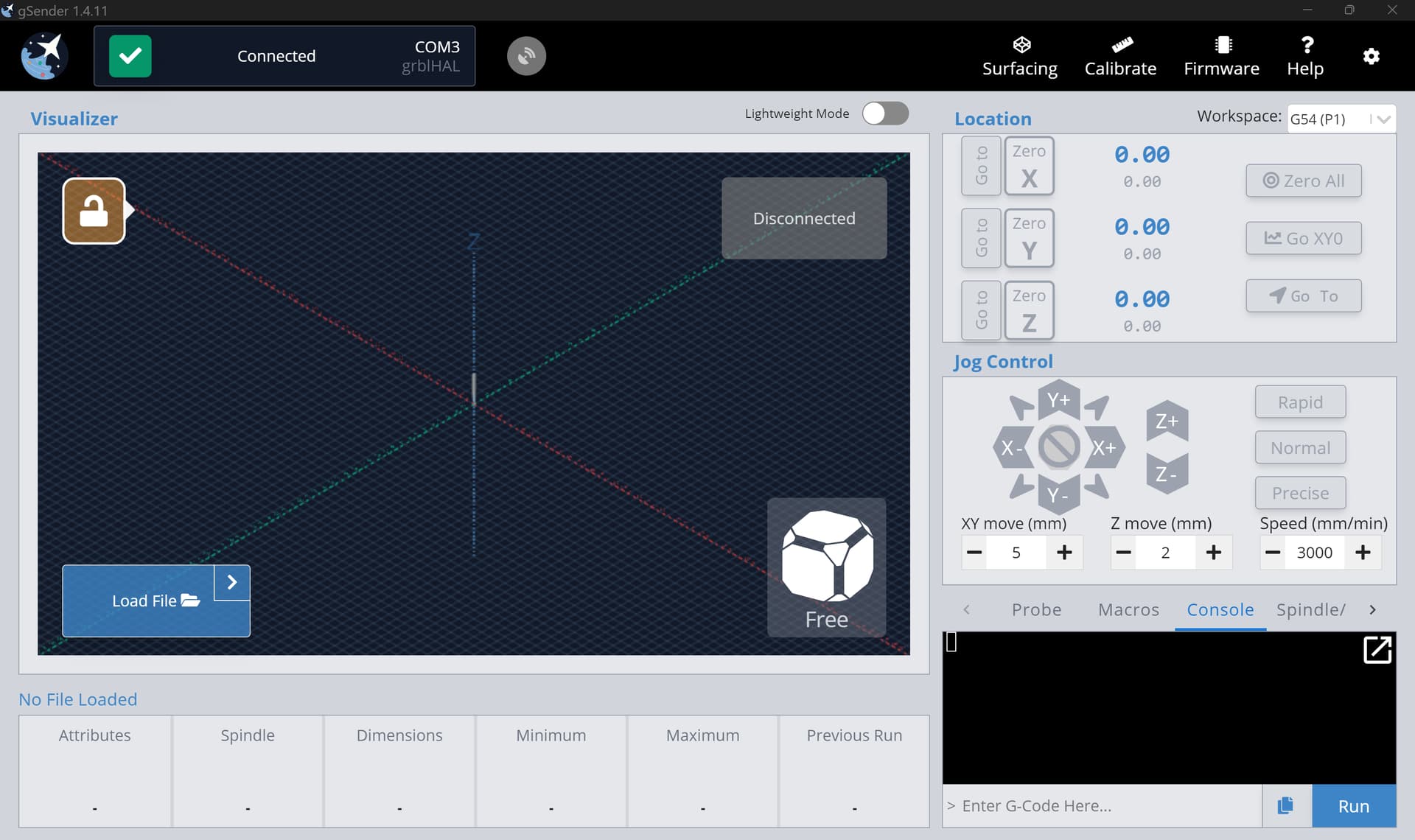
In the section labeled “Sizing for Smaller Screens” I see “• Click the Pi icon on the top right” but I don’t see the Pi icon in the gSender document? Following is what I see:
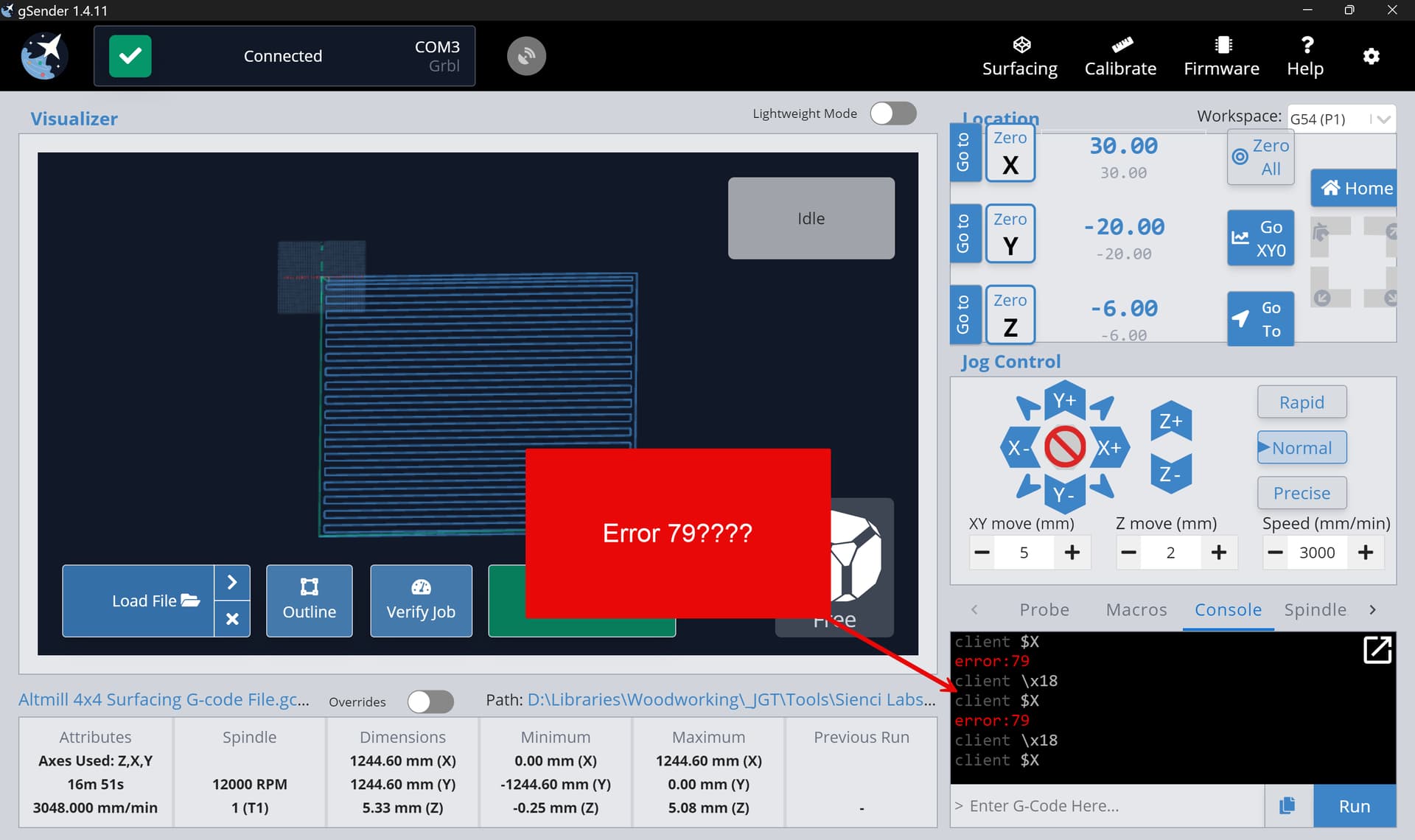
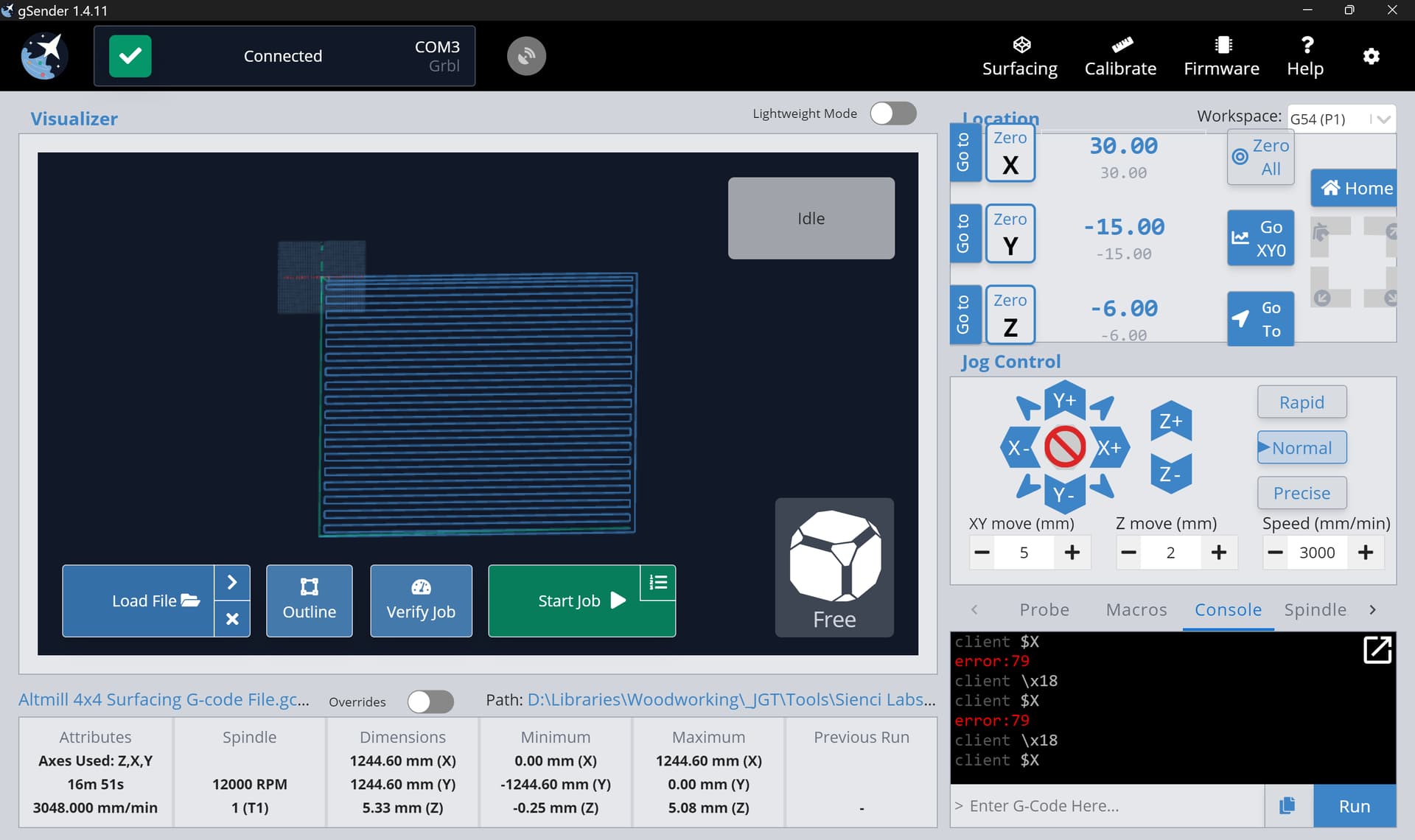
Having early failure, we moved back to the surfacing issue. For unknown reasons we could no longer jog the spindle in any direction and kept getting a 79 Error:
While attempting to resolve this we clicked the gSender reset button. Still the spindle would not move.
I had received a .json file of the PwnCNC Altmill settings and I loaded it. Still I could not jog the spindle (error 79).
A few days ago I had exported my gSender settings. We then verified this to what we then had for the current settings. No luck! Still could not jog the darn spindle.
After another 3 hours of verifying, checking the gSender document, and watching several Sienci videos, we were VERY tired and confused.
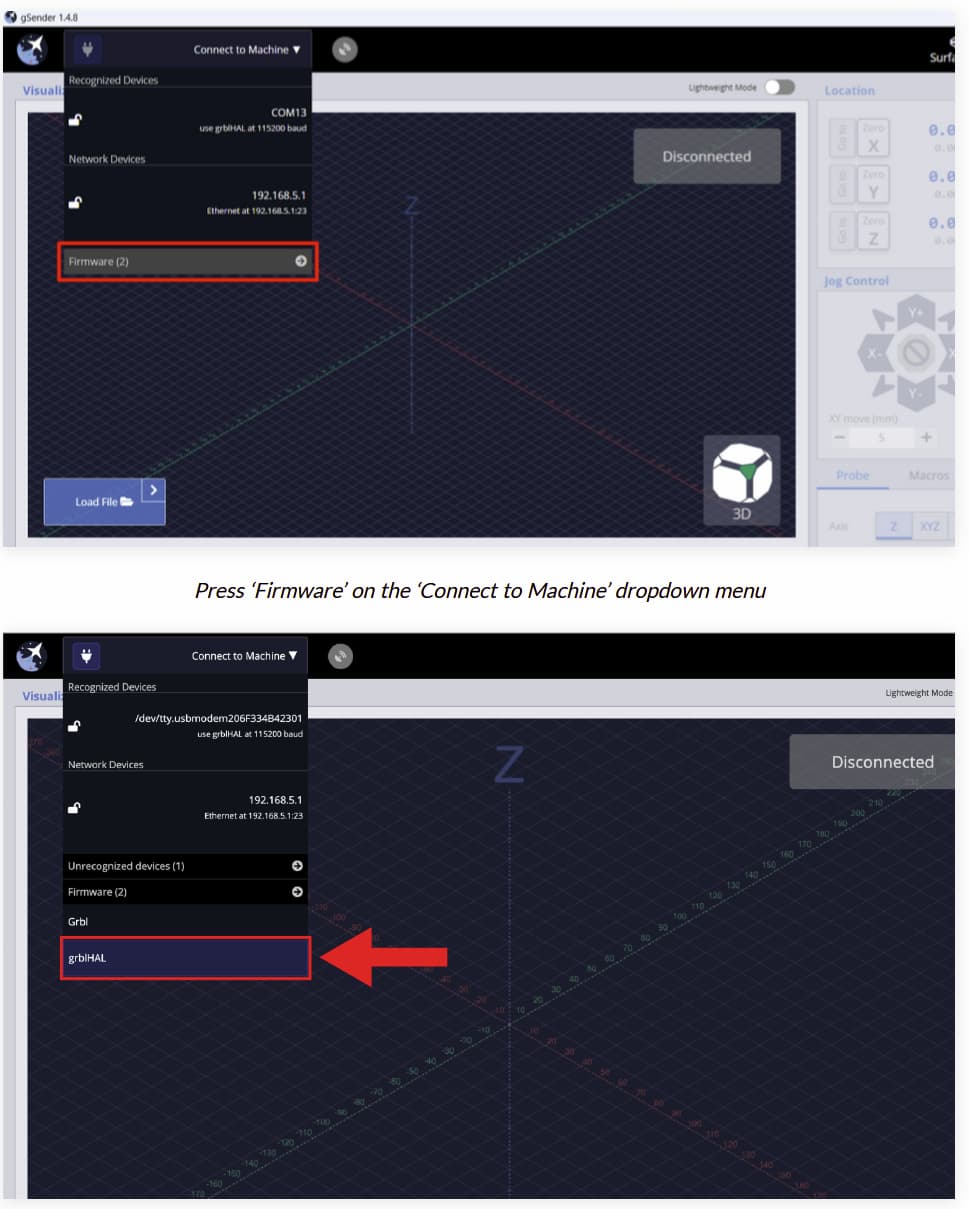
@Jgt1942 I can’t address all your issues, but the obvious one is that you are now connecting using grbl. You must connect the AltMill using grblHal.
Once you get that sorted, you can see if there are still errors.
Grant, yesterday I had it working and was going to attempt performing a pre-tram. I managed to calibrate the X axis but could not tram the Y axis. The tram bar showed that the backside (Y +) of the spoil board was low (about 0.15mm). With the bushing installed on the right side, when I rotated the bushing the only effect it had was to increase the gap. My son was helping me, he has much more mechanical experience than I do.
For about two hours we went in huge circles and gave up. I loaded an AltMill surfacing file that Garrett from IDC had created. But was not successful in running the file. At some point we lost the ability to move the spindle and my son clicked on the gSender reset button. The next 3 hours was an attempt to restore the firmware. This attempt failed and still I cannot get the spindle to move.
Hi JGT,
I know you directed at Grant but he wont be on for some time and you and I are now so I’ll jump in here to see if I can maybe help you out.
Grant mentioned to connect with GRBLhall.
Found here:
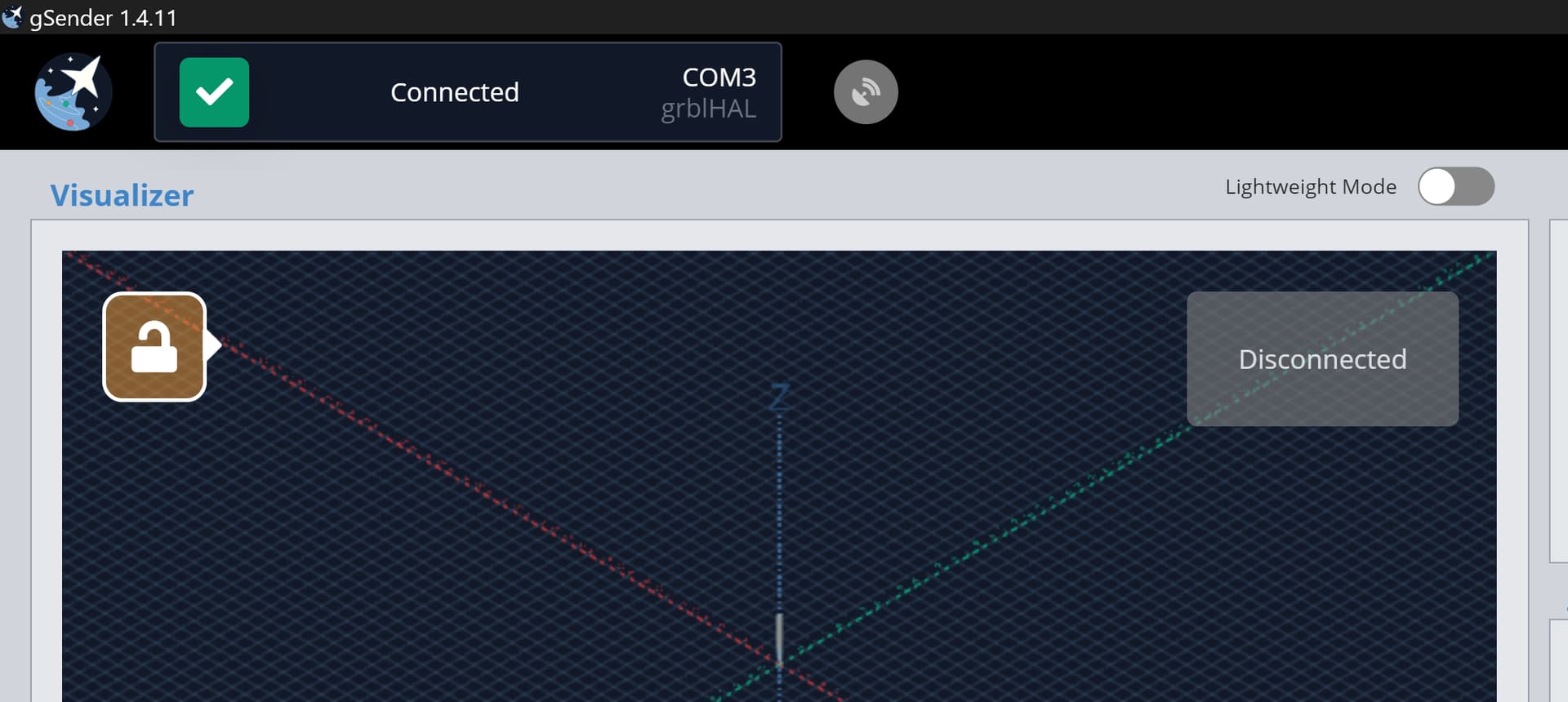
Your screenshot shows you are connected via GRBL.
This is essential for running an Altmill.
Again, sorry for barging in like this.
@Jgt1942 I’m awake now. ![]() Thanks for filling in @Spamming_Eddie
Thanks for filling in @Spamming_Eddie ![]()
Your screencap shows that you are connecting with grbl. As I said before, that will not work. I would strongly advise that, before messing with anything else, you connect by selecting gbrlHal. Then, at least, you are starting from a known place.
I know little about tramming. There are numerous threads here on how to go about it. I’ve never bothered to do it myself as I’ve never seen the need. So, I can offer not first-hand advice.
Great catch. When the spindle was working the connection was via gbrlHal. I assume when we reset the firmware it got changed to gbrl and I missed this step (darn). I just corrected this setting. The spindle does not move.
I can make the spindle spin (m3s12000, or m3s0) but no X, Y, or Z movement. When I attempt to move via the gSender Jog Control I hear a faint click (sounds like it is coming from the spindle area). If I click the Home button, this produces an Alarm 9.
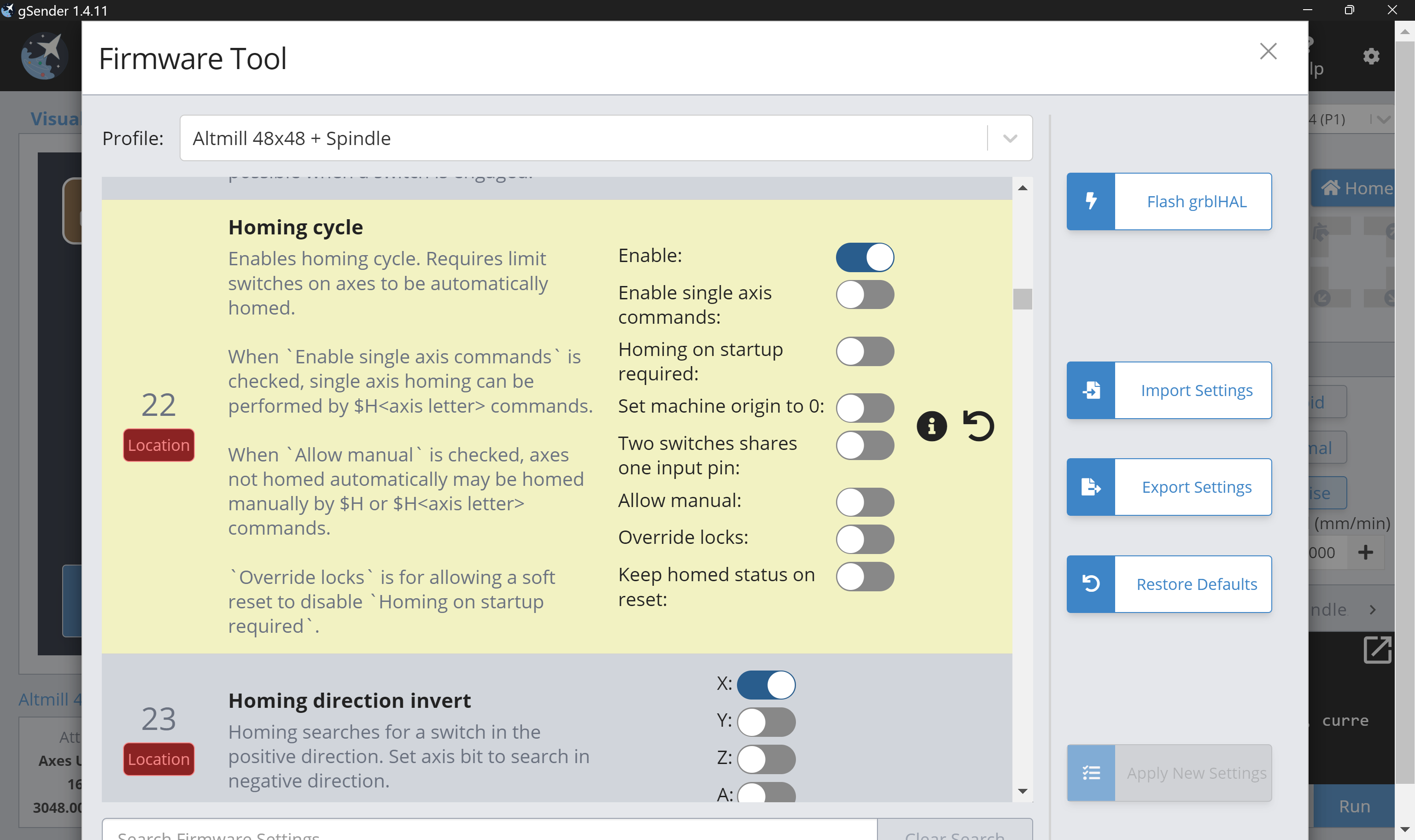
I read the section in the gSender manual regarding the Alarm 9 and clicked on “Example”, at 0:49 in the video he states “Let’s start by enabling the sensors” I see his cursor in the Firmware but I have no idea what he did to enable the sensors. What am I missing?
A bit later he turns on $22, my S22 is very different than what I see in the video, I’m not sure if I have the correct setting. Following is from gSender on my PC.
Can I call you? Can you remote in using TeamViewer or something similar?
@Jgt1942 Since the reset to default settings has resolved your issue, I’ll close this topic. Have fun with the AltMill.