I am having an issue where I set the max laser power to 1000 in Config-Spindle/Laser- Maximum Laser Power and every time I switch the Spindle/Laser slider to Spindle then back to Laser, or close and restart gsender it reverts back to 255. I can watch in console when I switch the slider to Spindle it sends the proper $30 value I set under Spindle, when I switch the slider back to Laser it sends $30=255 every time. It would not be a big issue except Vectric Laser Module uses S=1000 so any laser project I create in my VCarve Pro with Laser module , save the gcode and run it in gsender, the power setting is WAY off, (its expecting 0-1000 min/max and getting 0-255 min/max so burning way way hot)
I am using Win 11, gsender 1.5.1, Shapeoko Pro XXL with grbl 1.1f (NOT grblHAL) (gsender is “set” to Shapeoko)
Hi David. I just learning to use a laser but I was able to changes the S word $730 to 1000 from 255 in Config. I ran the Vectric V Square as a test and it ran fine. I closed Gsender 1.5.1, shut the computer off and rebooted. Checked the S word setting in Config and it was still 1000. Hope this helps–I don’t know why you have a problem.
To the best of my knowledge if you have a router and not a spindle you can leave it in laser mode. That won’t help if it still resets when you shut down gSender but I thought I’d throw it out there. The laser mode makes grbl set the S(peed) to the minimum value during rapid moves so your not burning all the time.
If you have a spindle that is controlled by the S number then you need to go back to spindle mode but if it’s a router without some special controls then the speed is set by the dial and you can stay in laser mode.
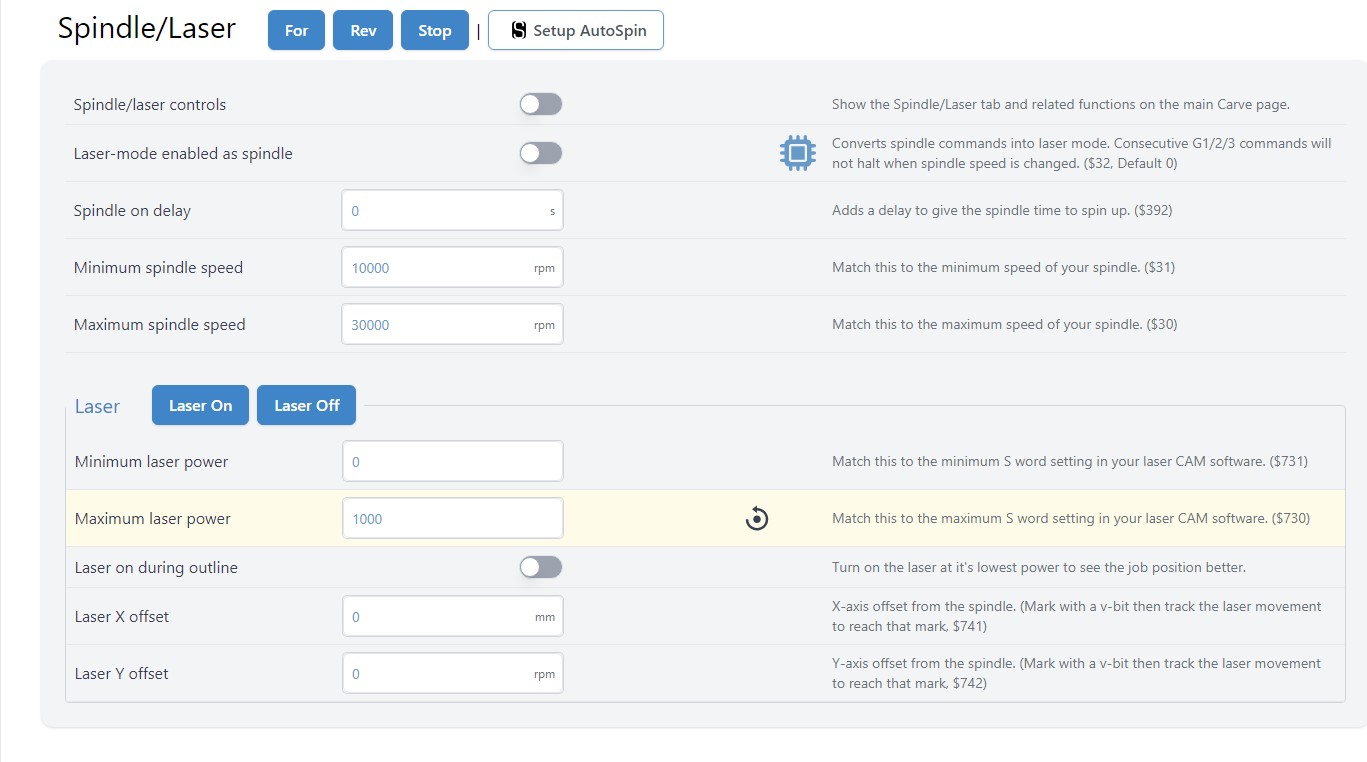
I am having an issue where I set the max laser power to 1000 in Config-Spindle/Laser- Maximum Laser Power and every time I switch the Spindle/Laser slider to Spindle then back to Laser, or close and restart gsender it reverts back to 255. I can watch in console when I switch the slider to Spindle it sends the proper $30 value I set under Spindle, when I switch the slider back to Laser it sends $30=255 every time. It would not be a big issue except Vectric Laser Module uses S=1000 so any laser project I create in my VCarve Pro with Laser module , save the gcode and run it in gsender, the power setting is WAY off, (its expecting 0-1000 min/max and getting 0-255 min/max so burning way way hot)
I am using Win 11, gsender 1.5.2 (was the same in 1.5.1), Shapeoko Pro XXL with grbl 1.1f (NOTgrblHAL) (gsender is “set” to Shapeoko)
FWIW, I can duplicate your problem. In config, I set max spindle to 30000 and max laser to 1000 on a grbl Uno. With the spindle/laser slider on spindle, I entered $$ in console and $30 showed 30000 as it should have. Then, I went back to config and laser max had been changed to 255. I slid the spindle/laser slider to laser and $30 in console showed 255.
I’m sure all of this is old news to you, David. I’m simply documenting my process so that Sienci tech can replicate it.
I’ll add another observation to this issue. The description beside max laser power refers to $730. This is not a valid value in grbl. It is only valid in grblHal. That may be the issue.
I suggest that you open a support ticket with Sienci. That way, they may see the issue before they see it here.
Edit: Are you running a spindle or a router? If you are running a router, a workaround would be to see the max spindle to 1000 and not use the spindle/laser slider at all. $30 will stay 1000 that way. That is what I did when I was running the Makita router. I left $32=1, too.
Thanks so much for taking the time to try and duplicate my issue! I am running a spindle so I can’t leave $30 at 1000 all the time. I did email Sienci at hi@sienci.com with 2 other minor issues a few days ago with no response however they seem to be fixed in v1.5.2. I will email them with this bug. Thanks!
@DavidS I suggest that, rather than emailing them, fill out the support ticket form. It gives them much more information and gets automatically logged in to their support system.
We released v1.5.3 for gSender yesterday. @DavidS Whenever you get a chance, can you confirm if this issue has been solved on your end on the latest version?
I ran 1.5.3 through its paces WRT the Laser $30 issue I was having and I am very happy to say it seems the problem is resolved with the update. Thank you so much for being so incredibly responsive and fixing this so quickly!