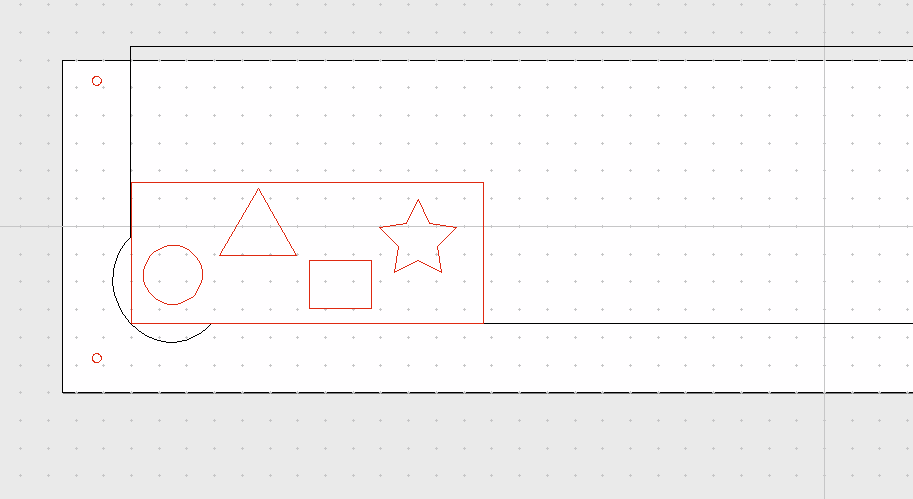
I’m new to GSENDER and I like it very much, I found that the probe module only sets the origin of the workpiece for the four corners, if I want to set the origin of the workpiece at the centre of the blank or at the centre of a circle, how do I do it?
The easiest way is manually. Mark the center and line it up by eye, preferably with a sharp v-bit .
You could write macros for probing, but it takes a while to run those compared to doing it by eye.
Hi Timo,
Welcome to the magic world of getting to know your machine.
You can set any axis zero point by hand, simply pressing the corresponding “zero” button. I cannot show atm where to find it, I’m not in the shop and can’t make a quick screeenshot. It’s around the spot where the cooordinates your machine is at is displayd.
You can even zero all axis at once with the “zero all” button.
If needed you can set xy zero by hand, and probe z only with the probe in z-mode.
Hope you can figure it out from here or ask for more detail. Ill go to shop in a few minutes and can clarify if needed.
How do I write a macro for detection, I hope it will be more accurate and reliable than my naked eye detection
At present, I set the centre zero point of the workpiece by touching both sides of the X and Y axes with a probe, recording the positions of both sides respectively, manually calculating the centre position, and then moving the machine to the centre position and manually setting the XY zero, but I think this method is a bit cumbersome, if the software can automatically calculate the centre point position, I think this will improve the efficiency a little
That’s more or less how I get my centre points, but I’m am going to move away from that by using a clamping-jig with a known zero-point and project my designs onto a template of the jig.
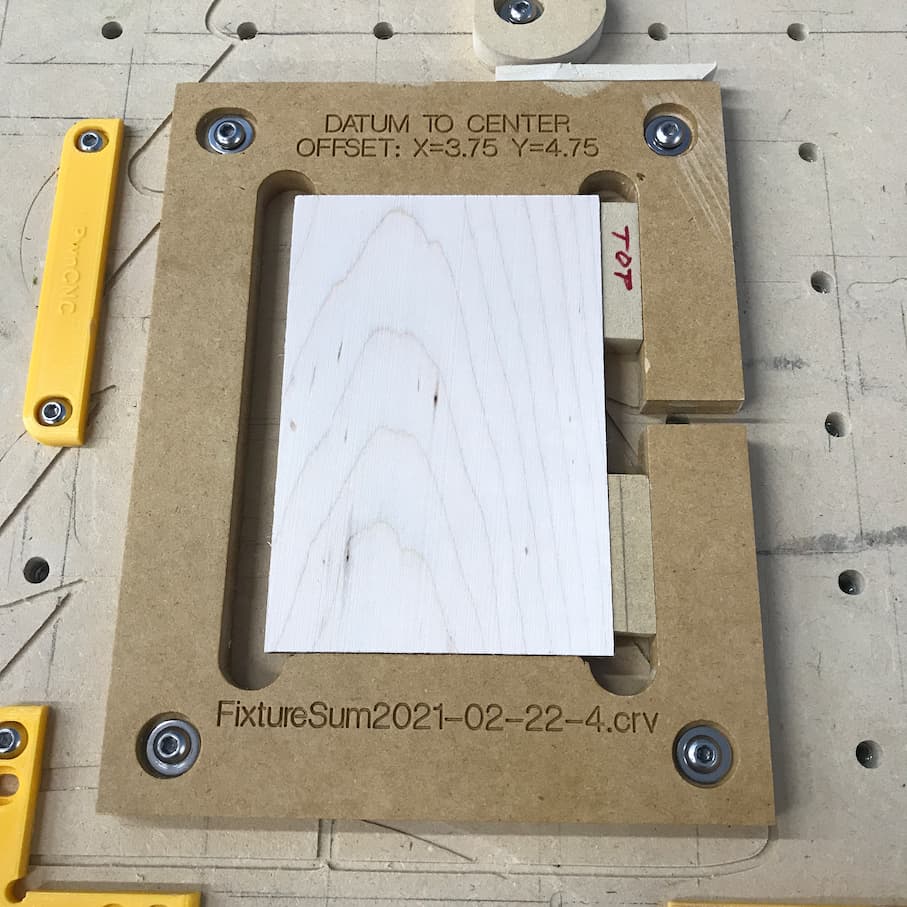
I’m started designing this jig for signs and small projects and see how workable it is, but I am positive it can streamline the cumbersome zeroing that you and I are encountering. It will reduce the zeroing process using a single dimple to zero a v-bit on.
I am positive people with macro smarts can come up with an even better solution, but I am not capable of macroing my way out of anything so need to come up with some kind of hardware workaround and found that dimples can make life pretty easy for peop,e that prefer centre zero points.
The only time “efficiency” gets involved in my work is when I’m doing something repetitive for production. For one-off projects it is easier to just estimate the XY zero and go from there. No need for precision.
For production work, I build a fixture for the part, center to a 0.250" hole in the fixture with a precision steel dowel in my router and just move the pieces in and out of the fixture. Very precise.
I quite frequently build a fixture with known XY datum offset (built into gcode from design software) and zero to one corner of the fixture.

@Timo I’ll bow to the macro wizards like @NeilFerreri and @Spamming_Eddie on this one, but it seems to me that the issue with creating a macro is that somehow the size of the actual material needs to be input into the macro for each project. Am I wrong in thinking that? gSender does not “know” the size of the material, so I’m not sure where that information could come from other than manually entering it each time. Even then, you would need to zero first at a corner so that the macro could move the correct distance to the centre. Yes??
FWIW I do most of my projects centering in the middle of the material. I design in VCarve using the centre as my XY0 position. I simply draw corner to corner lines on the material to mark centre, jog the machine to that point using my cross-hair laser, and set 0 there. It’s quick, and certainly accurate enough for me.
Hi Grant,
As much as I like to be bowed for, I am essential a Macro Virgin with the only G-code I implemented was is a pause right after I start a job because my mouse goes to sleep and I found myself clicking it awake right on the start button of G-sender. I needed that to never happen again, so I looked a wee bit into howto pause a job right at the start.
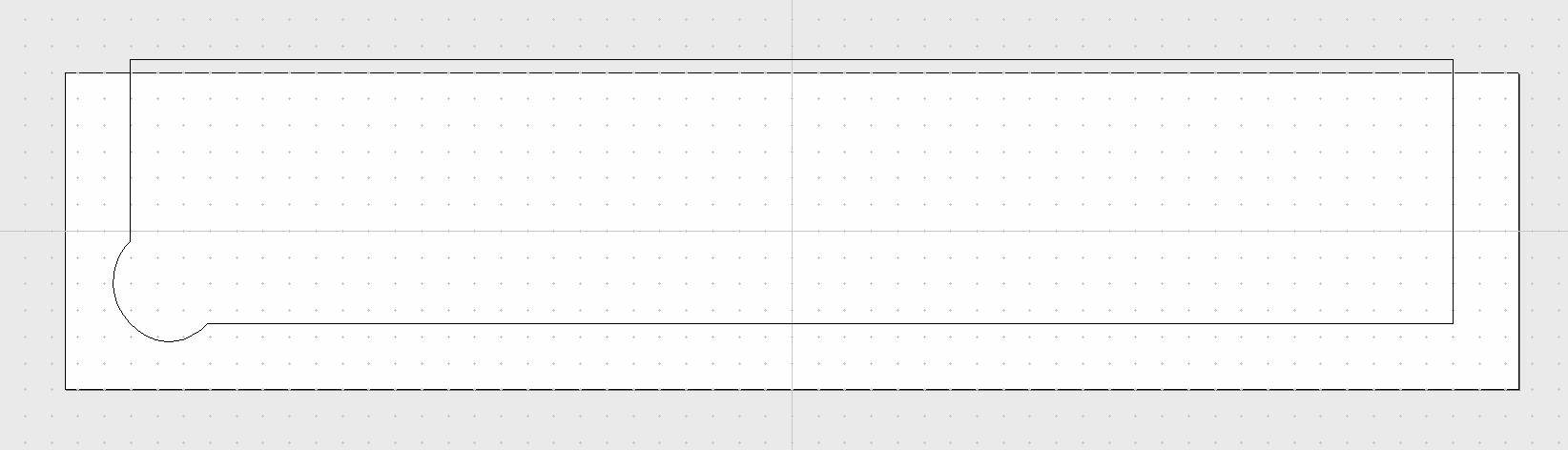
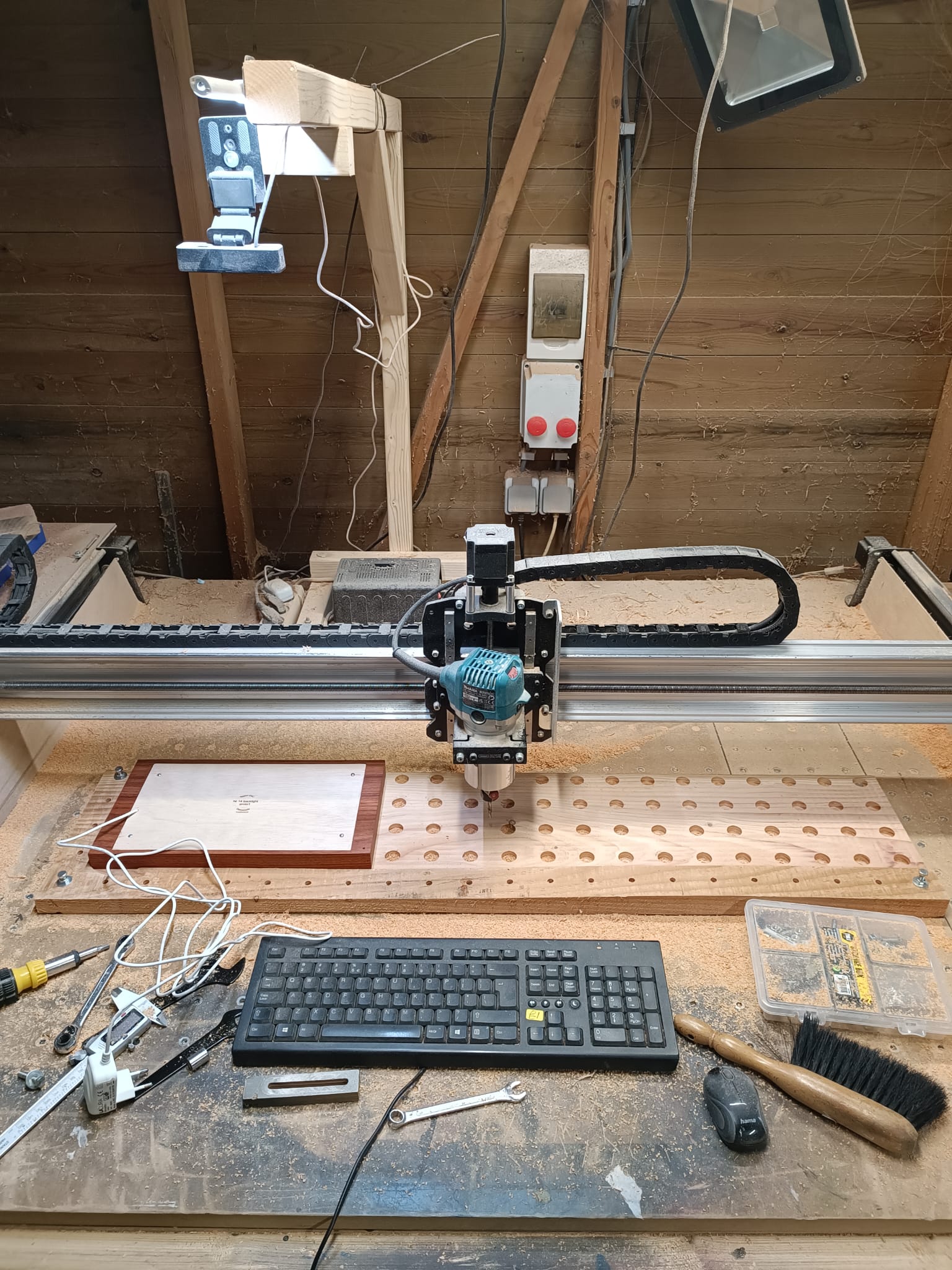
On the matter of the size of the material. I am going to use the centre of my almost ready jig as a relative zero-point, no longer the masterial that is on it. To let this work I will design on a rectangle, that will represent my jig and have my material being represented by whatever shape it is (prolly another rectangle.
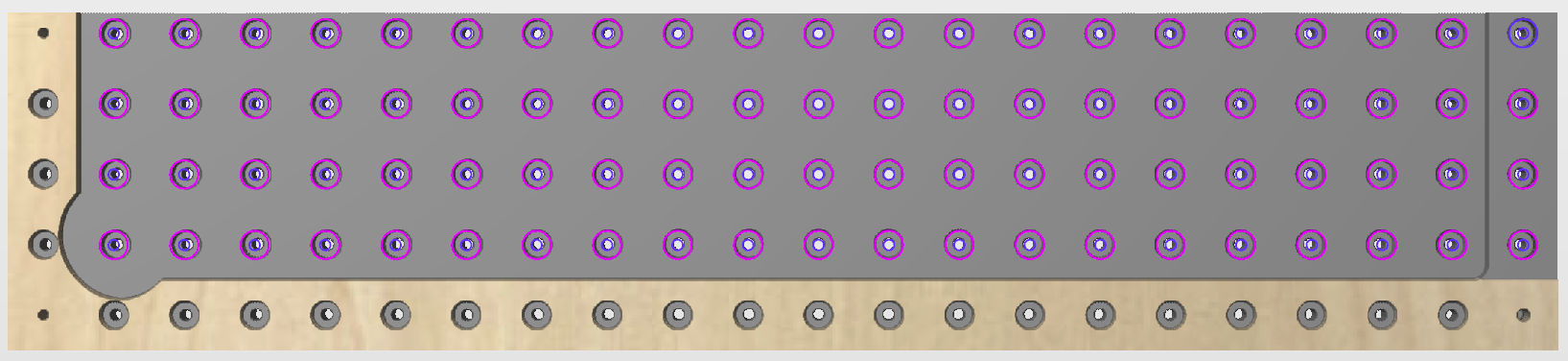
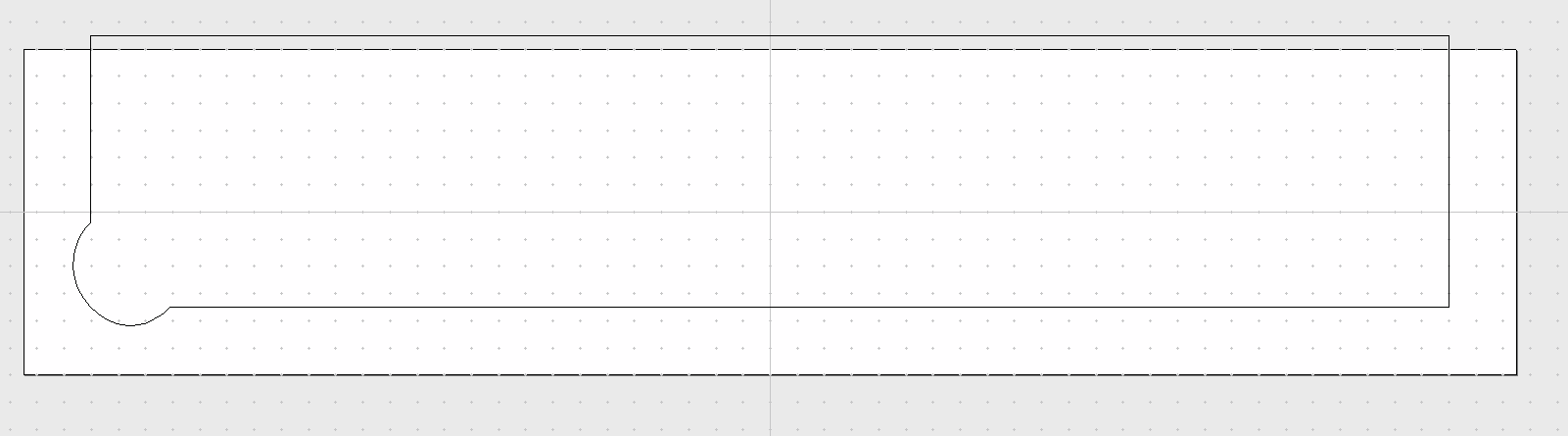
Due to the material always being put on the same place, this relative zeropoint will no longer need me to input the size of the material, into gsender. I’ll just zero on a dimple on the jig and offset the x by the amount the dimple is relative to the centre of the jig. Might try to macro that but for now I feel that wont cut much off the setup time.
@Spamming_Eddie OK, I take away my bow then. ![]()
![]()
![]()
I’m confused by your method. It’s a common state of mind for me.
You have a jig with a dimple on it. You will zero gSender at the dimple. Do I have this right so far? If not, forget everything that follows. If so, let’s say you have put a piece of material that is 10" x 10" into the jig. The centre of that is 5" in +X and 5" in +Y. So, you jog to those coordinates and, presto, you are in the middle. Now, your next project’s material is 6" x 6". Now your jog is 3" in +X and 3" in +Y. So, you jog to those coordinates.
If I have this right, you cannot use a macro to do the jogging, since the jog will be different for each size of material. Yes?
I guess what I am saying is that I don’t see the benefit of this over simply using the touchplate to set XY0 at the front left corner, than entering the coordinates to move to the centre of the material.
Educate me, please, of @Spamming_Eddie one.
@Spamming_Eddie I get that part, but I’m slow. How do you get gSender to set XY0 to the centre of the material, since that’s where you set it in VCarve?
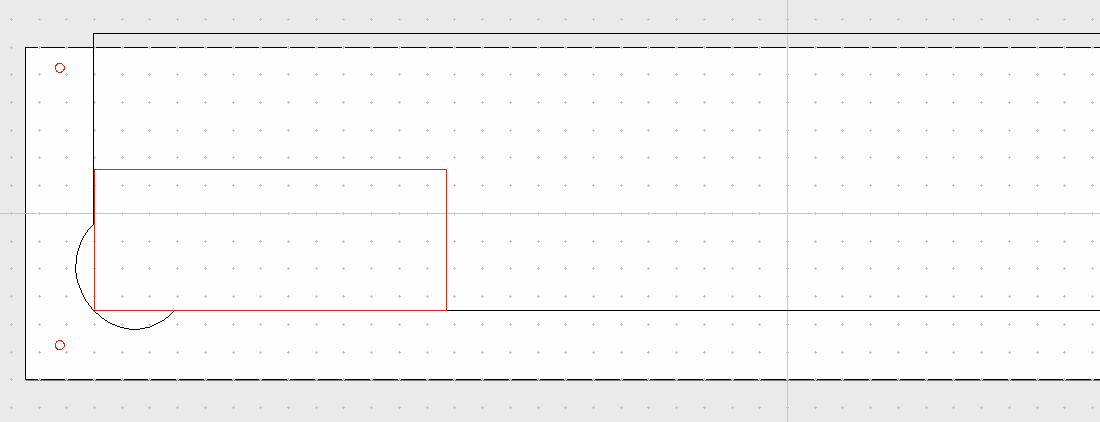
I don’t, I keep it at the centre of the jig. Anything put on the jig will share it’s zeropoint because it’s designed with that zero point in vectric.
As long as I keep the jig on the machine, and as long as I design with the jig as a template, there’s no need for zeroing on the material.
My good friend, I’m interested in knowing more about your cross hair laser??? ![]()
![]()
@Parkey Take a look here, Dave. If you have any unanswered questions, don’t hesitate to ask.