Hey all. Sorry about the very late reply but I was busy with other things so it took me 2 weeks before being able to run some tests again.
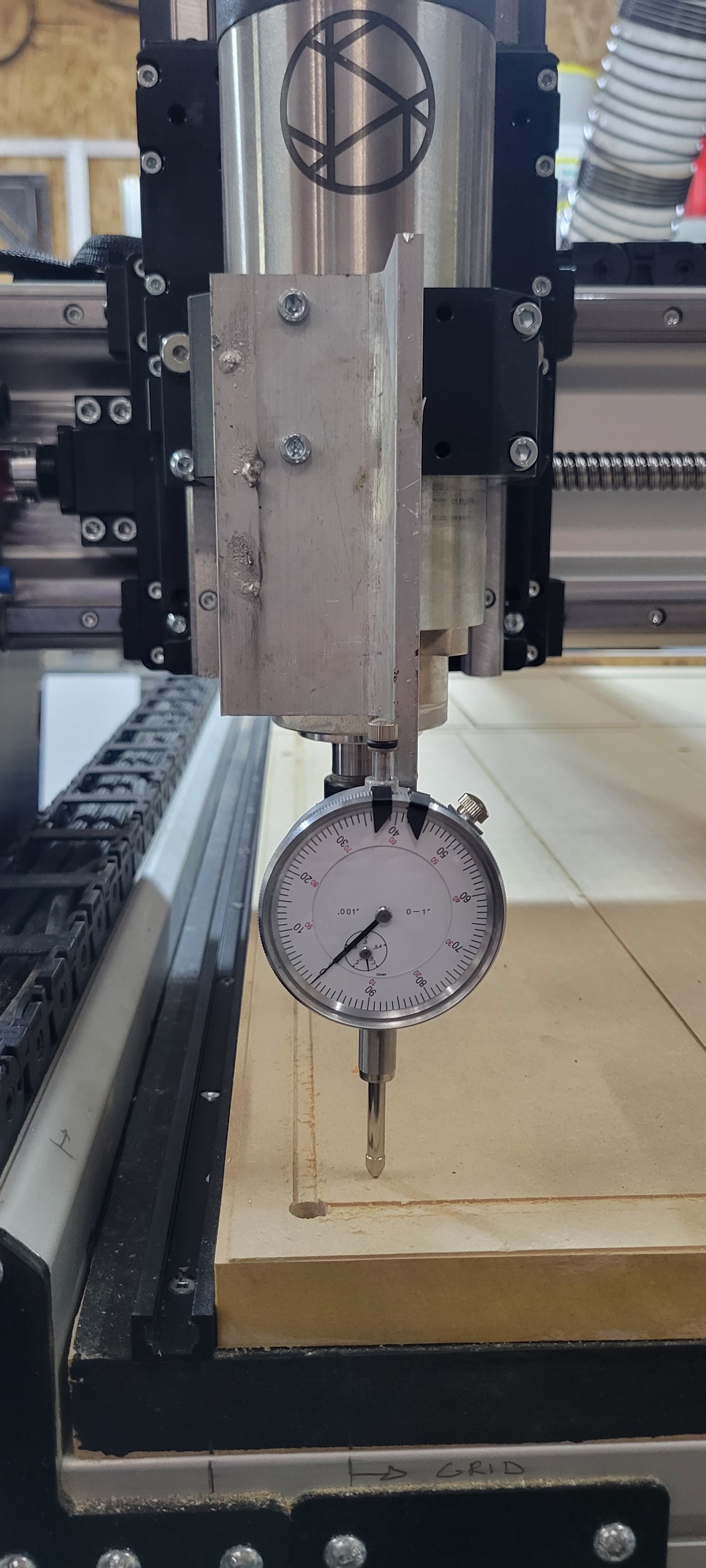
I did a lot of testing starting by attaching a dial indicator to the spindle mount to check the flatness of the spoilboard.
I took measurements of points in a grid pattern and came up with a delta 0.014” from the lowest to the highest which is fairly acceptable and far from the errors I noticed in the cuts.
The measurements near the middle of the table were the highest so I decided to improve my plenum design. Even though it wasn’t the decisive factor, I decided to improve it while I was making changes. I initially designed it to mount a t-track to the middle section but it forced me to use a 2 part spoilboard which kind of reduce the vacuum. force in that area. This could be problematic when machining smaller parts over the middle section.
Next, I turned to Chat GPT since I was clueless about the next troubleshooting steps. It was pretty instructive in understanding the lead ins and lead out, finishing passes and more but it couldn’t find the fix.
One day, friend came by and, as I was explaining him how the machine works, I noticed a jerk in the Z-Axis movement. It was very quick and I couldn’t repeat it but I inspected the Z-Axis assembly and noticed that the motor coupler was holding the red PU bushing by the end of its “fingers”. Then, a closer inspection revealed that the black locking collar below the coupler was also loose and it was resting against the bottom of the coupler.
This collar actually supports the weight of the spindle and it has 3 locking screws which makes it very strong. On my machine, it was loose so all the weight of the spindle was pulling on the coupler which only has one screw. So it ended up dropping almost out of it’s “fingers”. When cutting, the spindle would catch the slack and cut higher but gradually “eat” down in the material while moving until it was at the set Z-value, creating slopes and irregularities in my cuts.
I looked at the assembly manual and couldn’t find instructions to check the tightness of the collar and coupler (it comes pre-assembled) but I would highly recommend that this is checked at the time of assembly.
Anyway, I learned a lot while troubleshooting this and hopefully this post can help others at some point.
Thanks to all of you who replied! This was appreciated.