I’m beginning to get quite frustrated with the laser module I ordered. I’m sure it is user error so I’m asking for help. I was under the impression that this was a relatively powerful laser. Here’s my issue. I am attempting to cut through 5mm thick foam board. Even with the laser set to it’s most powerful setting (5 dip), 100% power, 25 inches per minute, and 5 passes, the laser is barely making a dent. Is something wrong or am I simply expecting too much?
@Dallas - What software are you using to run the Laser; gSender, Lightburn or something else? Also, which laser are you using the Sienci Laserbeam or something else?
1 Like
@Dallas What CAD/CAM software did you use to design the project and create the toolpaths?
What software did you use to send the gcode to the Mill?
Did you set $30 and $32, and if so, what did you set them to?
I did everything in Lightburn. How do I check my $30 and $32 settings?
I used Lightburn for the design and cut. I have the Sienci laser.
1 Like
@Dallas In LB, you need to ensure that $30 and Smax are set to the same value. You can read about this in the excellent LB documentation. In short, go into “edit”, then “device settings”. In that window, you will see Smax. Set that to either 255 or 1000. It doesn’t really matter which you use. I like 1000 because it makes it easy to set speeds to percentages. Then, in the console window of LB, type $30=255 or $30=1000 and hit enter. This must be set to whatever you set Smax to. Finally, in console, type $32=1 and hit enter. Now, just to verify, type $$ and hit enter. Scroll back to make sure that your $30 is what you set it to and that $32 is set to 1.
Now, if you are using a router on your Long Mill, you can leave these settings as they are. They have no effect on the router function. If you are running a spindle on your Mill, you need to reset $30 as that will affect the maximum speed your spindle will spin. So, if you are using a spindle, in either LB or gSender, enter $30=3000 in the console window.
1 Like
To avoid having a 100 pages of information spread across the forum and FB. Can the Resource page for the LaserBeam be updated to include the software settings for gsender and LB.
@digiital Your wish is Sienci’s command, David.  There will be a one-pager available very shortly.
There will be a one-pager available very shortly.
2 Likes
Great thanks! @gwilki
I checked my $30 and $32. It was set to 255 in both places so I changed them to 1000. $32 was set to 0 so I changed it to 1. How does this impact the strength of the laser and it’s ability to cut, if I may ask?
@Dallas Changing $30 from 255 to 1000 will not make a difference in the power. You can use either setting. The important thing is that Smax in LB and $30 are set to the same value. As I explained above, as long as Smax in LB and $30 are the same value, you will be fine. Either of them represents the maximum power setting for the laser output or 100%. $32 turns on laser mode. I strongly recommend that you read the excellent documentation that LB provides. Here is a very short except that describes what $32 does:
“The more recent versions of Grbl (1.1f and up) support two things that are incredibly useful for lasers. The first is Laser Mode, enabled by setting $32=1 in the firmware settings. Laser mode eliminates the pauses that happen when changing power output, because Grbl knows it’s controlling a laser which reacts instantly, instead of waiting for a spindle to change RPM.”
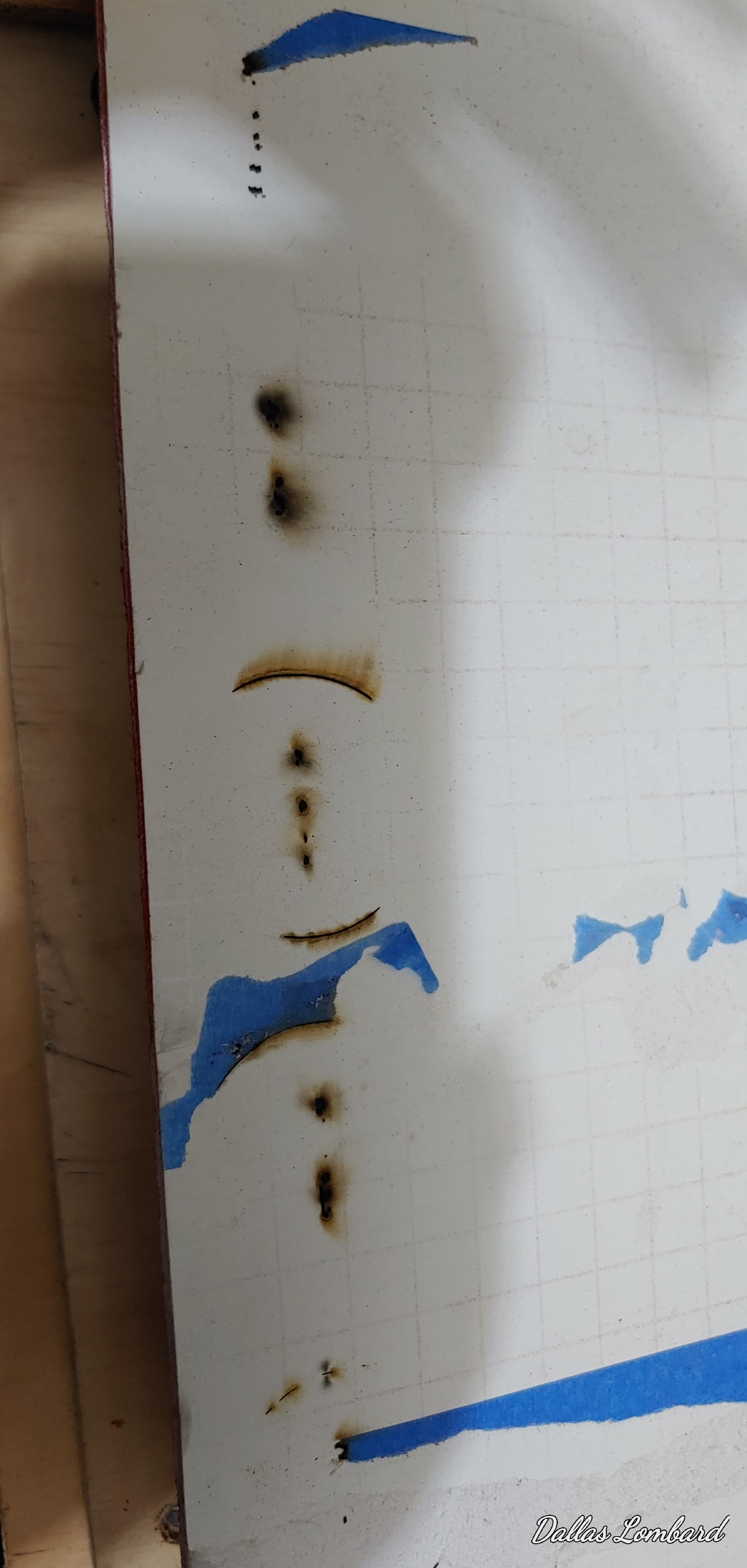
Thank you for taking the to explain that to me. I have updated the setting, no big difference as I was using 255as my setting. Today I have been using Vetric VCarve Pro with the Laser Module to create some tests and saving the gcode and using G-Sender to run the laser. The last test I ran was a simple circle. The laser was moving at 25 inches per minute at 100% power in DIP 5 with 10 passes, and it still failed to cut thru a 4mm piece of foam core. Needless to say I am very disappointed and underwhelmed by this laser. Am I just expecting too much or is there something wrong with either the laser itself or my setting still?
@Dallas Using the Vectric laser module injects more variables. I don’t have the module.
I am confident, though, that the laser will cut as you want it to. I would be willing to bet that your problem is your VCP setup.
I assume that you’ve watched the Vectric videos on their laser module and have set your “tool” up properly. If you will post your .crv file, I can take a look at it, if you like. As I say, I don’t have the module, but I can do a fair job of faking it.
Are you using air assist to cut? Again, I don’t have air assist, but I may be able to compensate for that loss.
Keep at it, Dallas. We’ll fix this.
Oh, one final question. Is the foam core white? If so, that will add to your difficulty. Diode lasers don’t like white. It reflects, rather than absorbs, the laser energy.
1 Like
Grant,
I want to thank you for your help, customer service like Sienci has provided me is a rare commodity.
As far as the setup in Vetric, I will review the material to make sure I haven’t missed anything. What is the VCP set up you mentioned?
The only air assist I have is what came with my laser from you guys and I am assuming it is functioning.
Finally, the foam core is white. I will try a test on a piece I have spray painted and let you know the result.
Dallas
@Dallas Tks for the compliment. Just so you know, though, I don’t work for Sienci. I’m just a user like you, and I moderate this forum.I am only saying that so that you know that anything I tell you is my own opinion and not necessarily Sienci’s position. In other words, don’t blame them. That said, I agree that they do offer excellent customer service.
When I mentioned the VCP setup, I was referring to the “tool” specs that you have entered for your laser. They can be touchy to get right.
If you continue to have problems cutting foam core, post your crv file. I have lots for foam core lying around can could see what your settings do. What lens are you using? I assume that you have focussed it properly.
1 Like
Good to know but you represent them well. I am using the standard lens that ships with the Sienci laser and it is focused laser sharp (see what I did there?).
Well done ![]()
Keep us posted on how you make out. I’ve watched more videos than I care to admit to on using the laser. Clearly, this not a plug and play toy/tool. There are more variables than I realized.
I can highly recommend Rich, the Louisiana Laser guy for information on LB and on how to set feed rates and power levels. He has a forum, a facebook page and a youtube channel. One of his most recent videos addresses the issue of users asking people who post their projects what their feed rate and power settings were. He correctly points out that no two lasers are the same, no two pieces of wood are the same, etc. (A big thing for lasers is the moisture content of the wood at the time it is burned, for example). He offers for free a couple of test charts that you can use to show how any given piece of work will cut or etch at set feed rates and power settings. I strongly suggest that you download them from his forum and burn them. I have a few. One for mdf, one for baltic birch plywood and one for maple. Even with them, you will only be in the ballpark. The humidity level of your shop on the day you are using your laser will affect the outcome. gSender partially accounts for this by allowing for changes to feed and speed on the fly.
Finally, keep in mind that if you are cutting through material, you should have that material sitting on something that is open, not your solid MDF spoilboard - honey comb material, for example. Not only do you want somewhere for the smoke to go, but you don’t want to be setting your spoilboard on fire. DAMHIKT. ![]()
1 Like
Just throwing this out there as a suggestion. I don’t have the laser you are talking about but I have experience with them.
By what you are describing you may also be dealing with a focus issue of your beam.
Make sure that you have adjusted it to as fine of a point as possible at the height it enters your material. Not the 0 height of your table.
Another thing that can be a problem is the color of your design in the software. If it is for instance red instead of black some softwares will lower the power. Every color is assigned a grayscale and a corresponding power to get the effect of different shades in your burn.
1 Like
@Dallas Did you get your laser working, Dallas?