So I will start by saying, its a great product,
I look forward to playing with it in the future.
I just setup my mill after owning it for about 6 months now, so my experience with this is based off previous tools and not the UGS, however, I have had some play time with it, but not much.
- My first issue is that I have noticed that the JOG controls do not function when the machine is paused. I ran into a situation where the Bit moved, and I wanted to tighten the bit, without losing my place in the programing.
so, issue one, please allow me to Jog the head, if the programming is paused.
2)Since my Screen is only 1024x 768, and the monitor I am using is set to 120% because I am old and cant see well, I think having Scroll bars might make life easier,
- all that said , I would like the ability to ZOOM OUT to see the full screen in the APP, not sure if windows allows for that, but Scrolling is fine, but being able to Step out like you could in a PDF would be useful. ( 70 , 80 , 90 , 100 , 110 , 120 , 130)
4 ) I myself, will eventually be installing Limit switches to be able to HOME the machine, I find it easier to Change the bit between programings, so I typically have 5-6 Gcodes, and a tool change for each, being able to have the machine go to MACHINE zero, change the tool bit, then go to Work Zero, makes sense.
-
because of this, I dont need to set ZERO for the Z Axis, since I am always going to use the probe and set the tool high, I would like to be able to configure the software to Set the limit for the X and the Y, and ignore the Z. so having a feature to disable Setting limit for X , Y and Z independently is desirable.
-
Also, on the Current G Sender, I can GOTO ZERO, but what if I only want to goto ZERO for the X or the Y, or even the Z.I would like to have a GOTO ZERO for X, Y, Z and ALL
-
Same with Zero, sometimes, I would like to be able to Zero to ALL, Z, Y or X independently.
-
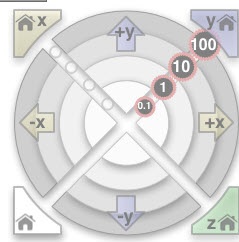
as well, your Jog Controls I find are terrible. if I want to jump around and speed up, I have to switch from mouse to keyboard and back.if you look at the Attached picture, or the interface from Pronterface. I feel its a much better set of controls.
ie: depending on where you click on the screen, movement speed is relative to where you clicked.
-
one thing I have used in the past, that I have grown accustomed to, is having a Home location of 0,0,0 for the machine zero, but I had the ability to set a Second Home for where the Work Started.
ie: assume you are making a project, where the work is a large picture.
you can in Aspire, create a Gcode where the program does a tool path with a 8mm Bit, and roughs out all the big cuts, then you have a second Gcode where you have it with a Ball point bit.
so, instead of having a 3 day carving, its only a few hours.
so :
1 - create both Gcode,
2 - home the machine, and use the 1/4 bit.
3 - run the first Gcode file.
4 - send the head to Machine home.
5 - change the bit and load the second Gcode.
6 - because the machine already knows where the work home is, it just goes to that location and continues with the new gcode and new bit. a
I believe the feature is called “a Finishing toolpath”
