Does anyone know what file and location stores the gcode that is sent when the Spindle/Laser slider is set to spindle and set to Laser?
This is what is sent when the slider is moved to Spindle:
G21
ok
G10 L20 P1 X396.27 Y742.2
ok
$30=24000
ok
$31=8000
ok
$32=0
ok
G21
ok
and this is what is sent when the slider is moved to Laser:
G21
ok
G10 L20 P1 X297.27 Y767.5
ok
$30=255
ok
$31=0
ok
$32=1
ok
G21
ok
G21
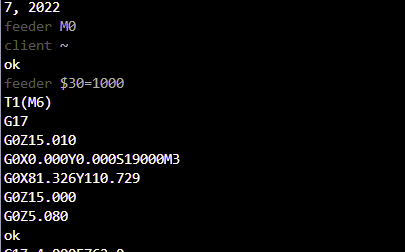
Since changing the maximum laser power setting to 1000 in config won’t “stick” I was wondering if I could just edit the source file to send $30=1000 as opposed to $30=255?
I did set up a macro for when I switch to Laser, but it sure would be nice to have the software work without having to remember to click the macro every time
I see you stuggle with this for the past few daus, but I do not have an answer other than revert back to version 1.4.12. And that is not realy a solutionm is it.
You are cought between two stupids. On one hand the reverting gsender and the other hand the static laser module in vectric. I wonder if thee isnt..
Does the laser tool in tool database have the svalue stored in it?
Is it 1000, and if so, can you change it to 255?
Are you able to send $30=1000 via editting post processor?
Oh man, I feel your frustration, but are not equiped to help at all.
@Spamming_Eddie In the vectric software, you don’t set a maximum. You set a “speed” rate for the tool, which translates into a power setting with using a diode laser. If $30 is set to 1000, setting the speed to 1000 means that you want the laser to fire at full power. A setting of 750 is 75% and so on.
If $30 is set to 255, as you have already expected, setting the speed to 255 is running it at 100% power. In this case, if you want to fire at 75% power, you multiply in your head 255 x .75. If for no other reason, that is why I have always used 1000 as my $30 setting, despite Sienci’s recommendation.
This is not something that can be set in the post processor as far as I know. Others here may well be able to prove me wrong.
Also, the laser module in Vectric is not “static”. It uses a value of 1000 to represent its max. From there, the laser “tool” power can be set as I described. FWIW, Lightburn works the same way.
I’ve looked a wee at how vectric laser tool looks and there seems to be no speed rate or Ssetting that determines the deviding range. It seems vectric is stuck at 1000, and if gsender is doing stucky on 255 you are scre.. bolted. At least Lightburn gives you the option to alter the $30 at wich it will work. Haven’t seen it in Vectric (tutorials, cause I no have no laser upgrade in vectric.)
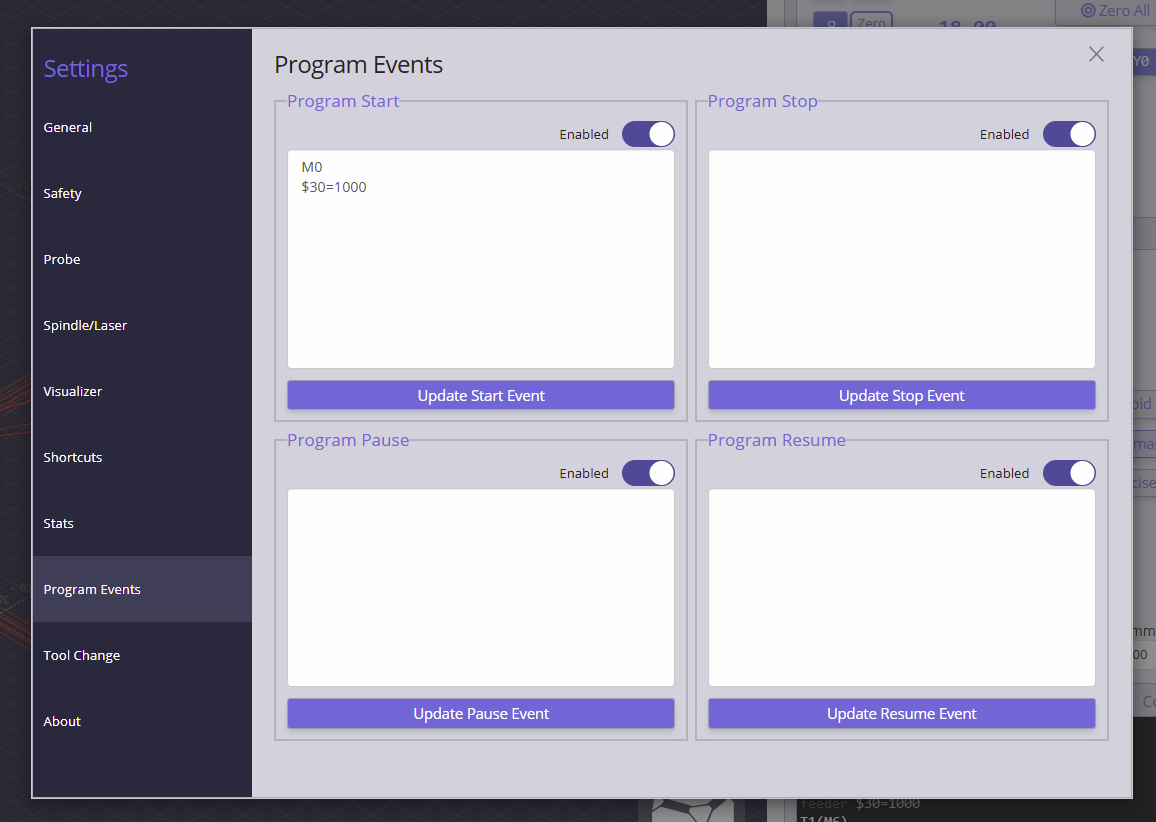
So now I wonder, if at start event you just send $30=1000.
@Spamming_Eddie WRT the way the vectric module works, I think that I did not explain it well. The module sets the max to 1000. Then, for each project, as with any router project, the user sets the laser power/router speed in the actual tool menu. So, Vectric is not static or stuck.
LB does give you the option of setting Svaluemax to something other than 1000, even though they advise 1000. However, just as in Vectric, you then set the power as a percentage of that value in each of the levels you are burning. You do not change Svaluemax for each job.
I tried your suggestion and added a start event as $30=450 in 1.5.2. I chose this value only so that it would stand out in the console screen. I’m not sure exactly what happened. I started a file. There was no movement shown in the visualizer. I stopped the file and entered $$ in console. $30 did show 450. However, as I did this on my test machine, I have no idea if the job was actually running. As I said, nothing was moving in the visualizer.
If it were me, until this is addressed by Sienci, I would go the macro route that @DavidS has gone. In fact, that is what is used do until I realized that, when using the Makita router, I could simply leave $30=1000 and $32=1 all the time. That way, David can change the settings and ensure they are, in fact, changed before he runs the job. Using the start and stop events only works after the job is started. If it went wrong, it’s too late to fix it.
Ya that is why it’s a bit confusing for me. It has been set waaaaaay back in the 60’s, when I got this machine, and I havent touched it since. having a router has its perks, I guess.
I know how the svalue is supposed to work, it however amazes me that Vectric has is set at a static 1000, and it is not free to choose.
Anyhoooo, I am allready way above my head and not ready to adress this kind of magic untill I get me a spindle, and a dog.