I am attaching a plasma cutter to my machine. I am using the directions for a laser since they seem to be related. I seem to be doing everything right but the spindle port on the controller seems to be stuck in the on position. My plasma torch has a remote trigger that I am plugging in there and under every possible condition, it is on. I tried unplugging everything and even with the board off, it’s sending a trigger to my plasma cutter. The only way to stop it is to unplug the trigger wire from the spindle port.
@Bujinkan When you say that it is sending a trigger “even with the board off”, what “board” are you referring to?
I know nothing about attaching a plasma cutter, but if it is, in fact the same as attaching a laser, you may want to read the threads here about installing a laser.
Are you entering the grbl codes to turn on laser mode and set the max speed? What software are you using to generate your toolpaths? What software are you using to send the toolpaths to the cutter and the Mill?
I am referring to the control board that comes with the CNC.
I have another guy generate the toolpaths for me, but the software I use is the Universal Gcode Sender. But, having said that, even if I unplug all power and cables from the control board, it (Spindle) is still in an On position and doesn’t seem to be able to be shut off. I have tried everything I can think of.
@Bujinkan With respect, it makes no sense that, with the longmill controller turned off, it is still sending a signal to your cutter. That would indicate that, in fact, the longmill controller is somehow not completely “off”. To confirm this, unplug any cables that you have going from the longmill controller to your cutter. If you are still getting “triggered”, then obviously, it has nothing to do with the longmill controller and you can start to look elsewhere for the problem.
Yes, that’s what I’m saying. It doesn’t make any sense. I have EVERYTHING unplugged except the trigger. When the trigger is plugged it, it still sends on. I have to unplug it from the control board for it to turn off. Something in the control board is permanently on. Now, it may not be sending a signal per se, but it’s a closed circuit at all times.
@Bujinkan, I posted this in another thread. It may help you.
you can check the output by measuring its voltage with a multimeter. You will get different results if you measure DC vs AC, but you can still tell.
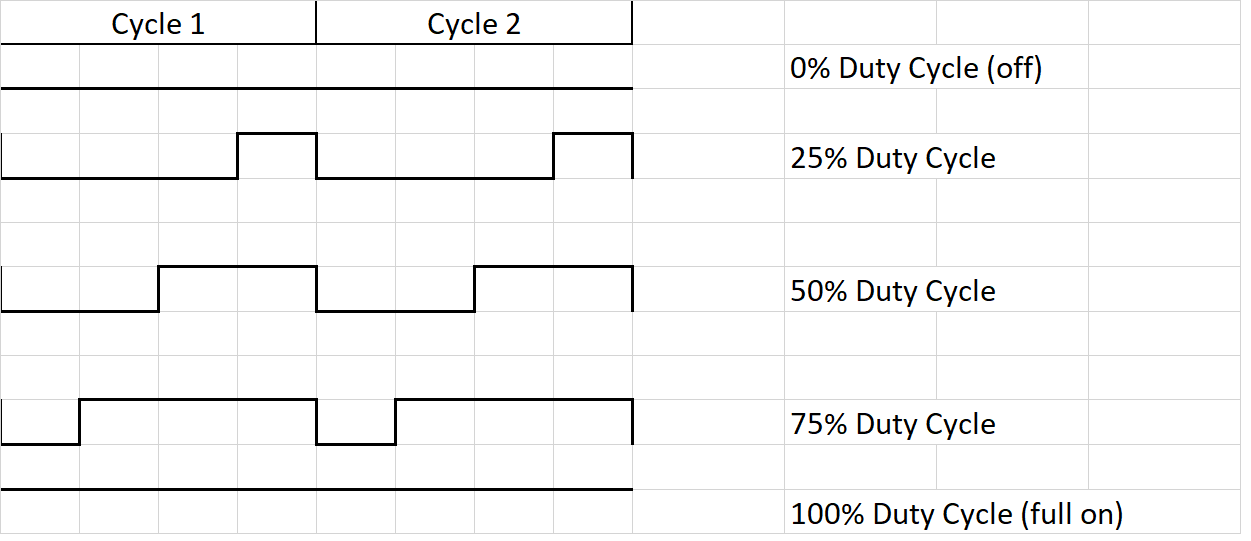
The output is a PWM signal (Pulse Width Modulation). The signal ranges from about 0V to 5V. Off would be 0V and full on would be a steady voltage close to 5V. For intensities in between the signal will be a series of pulses. At low intensities the pulses will be more off than on (lower duty cycle) and at higher intensities the pulses will be more on than off (higher duty cycles). Off = 0V and on = ~5V.
Essentially you are just looking for change on the outputs with a a change in power %. The GRBL “s” commands control the intensity as shown in the chart. In my case I have max spindle speed set to 1000 ($30=1000).
@Bujinkan, do you have any technical info on the remote trigger input on your plasma cutter? Is it expecting a 0 to 5V PWM signal? Is a 0V input turn the cutter on or off? Does a 5V input turn it on or off?
As I shared in my previous post you can measure the Spindle PWM output with a multimeter. If the LM controller is turned off you shouldn’t read any voltage.
Seems like the remote trigger input is to be used for a switch possibly and not for a PWM input. This would explain how it would still trigger the plasma cutter even when the CNC control board is unpowered. If touching the two wires together from the plasma cutter remote trigger input triggers the plasma cutter then this is just meant to be connected to a switch not computer logic board. In this case you would need a circuit board capable of closing a relay when the CNC control board outputs the appropriate signal. Am i correct in thinking you only have off or on with a plasma cutter?
That’s right. It is only an OFF or ON situation. I played around with the other suggestions above, but they do not work. This one seems the most likely now. Are you aware of such a circuit board to close a relay?
If you put the switch in the off position and the motor is still running, then you have any one of the below-mentioned problems:
Your FET has gone bad and it has shorted, OR
The ground wire on your motor is touching the ground through some other means
To know more about it, you can also visit reliance electric motor.
Thanks.
If you probe the contacts of the spindle port with a volt meter, and turn on laser in Gsender, I found 4.5 volts DC. You will need to connect the Spindle/laser port to a relay switch. Then connect the torch fire cable to the output of the relay switch.
This topic was started almost two years ago and has not been added to by the original poster since then. It was specifically started with respect to the use of a plasma cutter attached to a Long Mill.
Since the original poster has not added to the topic is almost two years, I am closing the thread.
If anyone has a similar issue, please start a new topic, which will bring your problem to the forefront.