New CNC-er here. The first indication of issues was probably what others have seen: part way through my first job the x-axis made a weird sound, stalled, and then flew off in the other direction through my stock.
It was clearly an x-axis issue, so i spent a bunch of time loosening and tightening various nuts, reducing speeds and accelerations, setting the steppers to hold, etc… This all helped to an extent, but an intermittent problem remained that made me terrified to run any real jobs.
Fast forward to yesterday: I was running an air-job at high speeds to reproduce the stalling, and noticed that when the motor is stalled and the x-axis is vibrating, even turning the x-axis leadscrew by hand doesn’t help it get un-stalled! That suggests, to me, either an issue with microstepping, or the stepper motor itself. I tried swapping the x and z axes drivers and saw the same issue when i ran the x stepper on the z-axis (but no problem running the z-stepper on the x-axis). So probably the motor? Thoughts?
Thanks for the link! I took a look at that page again (I’ve been reading through everything!!) and noticed the limit switch stuff – maybe there is a missing pullup on the superlongboard? Anyway I checked the firmware settings and the new default has all of the homing switches disabled by default, as best I can tell
Anyway I appreciate you taking a look! I really hope to get this resolved because right now I have no confidence I can operate faster than 2000mm/s which is pretty slow for some things!
this is the longmill air-milling job at 5500mm/sec showing the failure mode where the machine buzzes and vibrates, and even turning the leadscrew by hand doesn’t get it going again.
Is this a motor issue? Maybe a bad pole? What the heck?!
Geesz, that whisteling sound of the mill not stalling would trigger me to stop anything I was doing and turn my attention to the machine. That’s not the sound I would like to hear on my machine. Mine produces buzzing sounds, anything else will trigger wd40 mode.
Interestingly the stalling in your airing vid is triggered when switching direction. Can it be the acceleration settings being to agressive?
hi Eddie! Interesting! This being my first gantry machine, I didn’t realize the other sounds were weird. Could you record what your machine sounds like with the router off and post it so I can hear how each axis should sound? That would be terrifically helpful!
Also: where do you put the machine oil?!
Also Also: my accelerations are set to 750mm/s^2; what are yours set to?
About recording the sound, I’ll get back to you. I’m running my machine on an old longboard and an old install of g-sender (1.2.2) and have not found that fancy movement thingy you seem to use. I guess it’s a feature in later g-sender versions.
My settings are the standard settings the machine was initialized at. I was lucky enough to get a machine that came ready to go, right out of the box, no adjustments needed.
I lube my machine mostly with wd40 using a tissue to quickly pick up spillings at the moving parts and apply it at the endpoints of the ball screw, at the gantry and I apply it all over the ball screw. Afterward I back’nforth the gantry a few times along the axis to distribute.
Off to see if I can airplay something to record sound.
-adition, the linear guides need a machine oil, please refer to maintenance guide - Here -
I created a 4000/4000 toolpath for a laserjob with the laser turned off. The little stalls you hear are when the laser is supposed to be turned on and off. But the general sound differense between yours and mine.
I’ll try 5500 next to see if my machine can handle that. This vid is at 4000 at laser off and 4000 at laser on with the little stalls being, -guessing- runout settings for the laser.
OK! Thanks for all of the feedback. I lubed my leadscrew with wd-40 and also 3-1 oil. helped some but still intermittent issues. Then I turned my max x-axis acceleration down from 750mm/s^2 to 500mm/s^2 and everything cleared up completely. I even turned up the max rates on my “air job” to 5000mm/s and it still worked fine.
I have to say I don’t get it- it feels like there is either something wrong with the motor (which I didn’t replace with my amazon one because it didn’t have the ATX connector-- i might replace it later just to see if I can push the peak accel back up), or something wrong with the stepper driver.
But things are working for now, so shrug let’s make some stuff.
Thank you all so much for your help! It’s great to have a community that cares out there to help get things going!
I’m relatively handy with cad so if there are other things folks think it would be nice to have for the longmill, let me know and I’ll see about designing them in the copious free time that I have now that I’m not constantly thinking about my poor grinding gantry mill
Great to hear you have at least proven the machine can run like a michine should.
Here’s some more tipsntricks to look at to maybe able to dial back the settings.
should have included these earlier, but didn’t think of it then.
Can’t wait to see more of your handydandy projects surfacing this forum!
Just to be clear, I think the units you are referring to are mm/min not mm/sec.
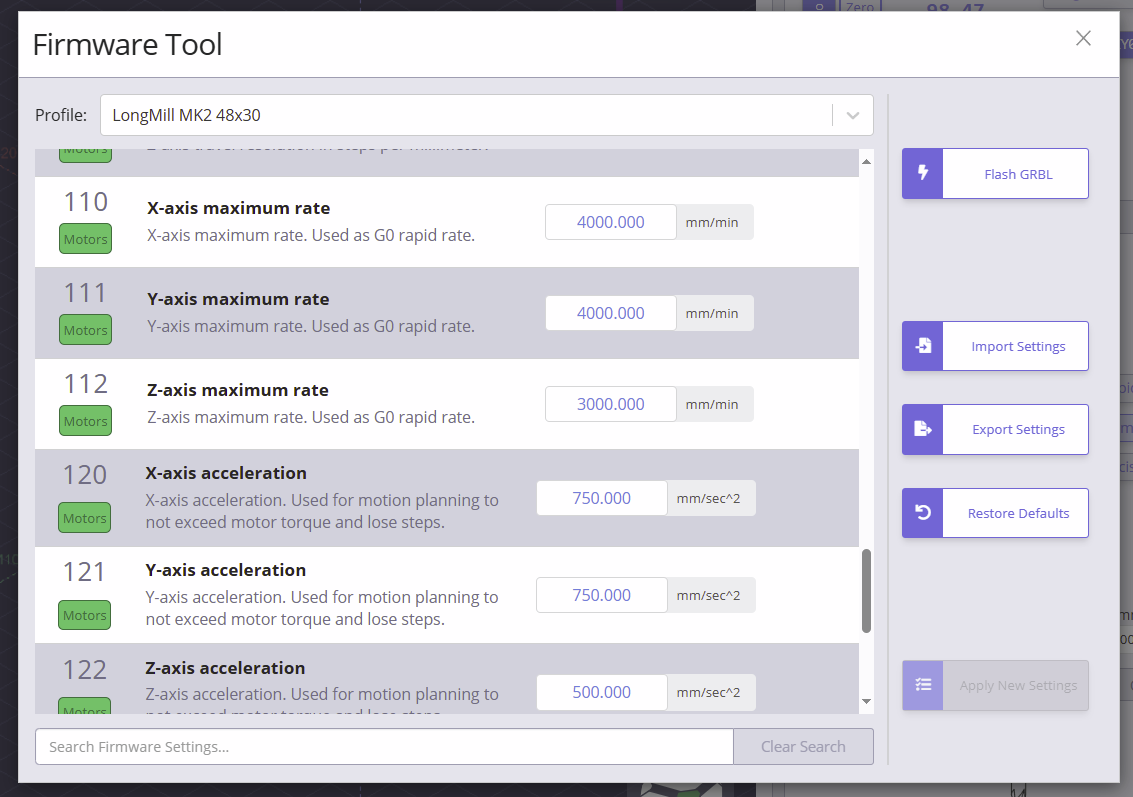
With that said I don’t know if the SLB or MK2 changed things but for the regular LongBoard on a MK1 machine 4000mm/min was the recommended maximum feed rate for the X and Y axis, as you can see in @Spamming_Eddie’s screenshot.
Okay, I checked for the MK2 and it’s still 4000mm/min but for the SLB it’s 5500mm/min. I’m thinking the SLB has better stepper drivers if I remember right so I guess that’s where the increase comes from.
My further reading has answered my question as to why you expect to be able to go that fast but I also think I remember a video where they said those speed gains might depend on the accuracy of the build (squareness etc) and I also remember something about certain speeds hitting a resonant frequency that could cause a problem. I think that resonance would be a different speed for a 48" vs 30" X axis.
I can’t remember which video that was in in but it must have been one of the updates on the SuperLongBoard development.
Interestingly, it seems to be much more limited by accelerations than speeds; I guess this could still be about the squareness of my build but i was accurate to better than a millimeter, per the gsender squaring routine – basically limited by my ability to measure accurately with my calipers.
The resonance thing sounds plausible - hit some resonance in the stepper and it just never makes it to the next step, or overshoots badly, or something. Poor design on Sienci lab’s part, if it’s that. I guess a good test would be to put my hand on the stepper when it’s oscillating and see if it starts behaving… I’ll do that later today i think.
That being said, I am a noob to cnc’ing, so it’s quite likely i’m missing something.
Don’t quote me because it was some time ago but I think it may have been resonance in the lead screw not the motor. Resonance amplifying vibrations in the lead screw leading the machine binding and stopping the motor, not a problem directly in the motor. That’s my recollection anyway. I think that it’s important to have the lead screw under tension from the nut at the end, probably more so with the 48" machine. I believe the tension helps with the vibration or ‘whip’ as I’ve heard it called.
EDIT: Searched the forum for resonance and got some hits. This thread seems relevant and it led me to this article which I think is what I was recalling the resonance thing from, so not a video after all. Chris mentioned in the first link that the new drivers on the SLB don’t cause as much vibration in the motors, and thus the whole machine, so maybe the whole resonance idea is off track.