I just set up the SLB last night on my MK2 48x30 and am loving the speed improvements, form factor and mounting options, as well as the E-Stop shutting off more things (such as spindles).
Unfortunately, I’m running into a few issues that I hope someone might have an answer for. I ran through the Upgrade steps and plan on reading through the full documentation tonight, but figured I’d get these out there sooner rather than later:
Using gSender 1.4.6, when I click on one of the corner buttons I get the following error: Unable to calculate position movements based on inputs - check arguments passed
I had this issue previously when the Longboard did rapid movements away from Home (not user controlled jogging). I chalked it up to the anti-backlash nuts, and after numerous tweaks I ended up greasing the leadscrew to solve the issue. I’m guessing the SLB default settings are really pushing the limits of my setup. I had ordered the new spring-loaded anti-backlash nuts in February in preparation of disassembling and re-calibrating everything, but I may just have to slow speeds down until they come in.
X movement issues for me too. Old nut it is dragging. New nut installed is dragging too. Gantry disconnect and moves smoothly but when attempting Gsender X is dragging with no gantry installed. Disconnected X screw from motor and with Gsender is moving smoothly. Move screw by hand and is smooth. Reconnect the screw to the motor and by hand is smooth, hit Gsender and it drags with no gantry. Don’t know what else to do???
Installed my super longboard last night and am having the same issues. Homing an issue on the y-axis, slowed the fast seek down from 5000 to 4000 and that seemed to work. X-axis stalls are a more persistent issue, worked on that most of the day today, again tomorrow it seems. The 48 inch expansion seems to push the longmill up to its limits? I have the spring-loaded backlash nut and went back to the original nut as there is much more friction with it over the original one.
Thanks Kevin! That did the trick for the Endstop buttons.
Once my parts come in, I’ll do an overhaul and report back if I’m able to hit top speeds with everything. I’ll also keep an eye on the Homing topic in case there are any new developments.
I appreciate the help and love the level of support here!
I spoke too soon regarding the stalls. It’s not consistent, but when running some jobs tonight the X-axis would bind from takeoff. I’ve tried running at 4500 and 4000 mm/min and still experienced the issue, so I may try bumping speeds back up and bring down the acceleration instead. I’ll also try setting zero a foot out or so and see if it’s just the start of the axis.
I’m still of the opinion that it’s my setup that needs tweaking, but might as well get some testing in while I wait.
If your setup is that sensitive, it might be worthwhile to fully go back to typical LongMill defaults for speed and accelerations. But you can always continue working from there
We’re currently working to tally up the ratio of people having issues with the increased movement speeds and homing speeds to those not having problems to see if we might want to consider changing the defaults. So far the ratios are fairly low so we might just have to recommend in the resources to lower acceleration/velocity for some setups as well as tweak homing speeds to prevent disconnecting for those affected. If the ratio is high enough we might reduce the defaults and instead give recommendations for some people to speed their machines up if their setups can handle it. We’ll have enough info in another week or two to make a decision. The test machine I use next to my desk I was able to get up to 7500mm/min before it would finally stall so 5500 seemed doable for most setups and so far it seems to be doing well as far as I can tell minus a handful. If you keep testing definitely let us know Jon!
Thanks Chris! I just finished some more g0 testing and while starting further away from home didn’t help, lowering the acceleration to 750 seemed to make a difference even with bumping the speeds back to 5000. I’ll run some actual cutting job tests tomorrow with
7500? I’m really hoping I can get there with some tweaks!
I haven’t had any stalling problems on my MK2 30x30. But I do get disconnected everytime it homes. Also if I halt a program it hangs the SLB. No errors are captured but the only button that works is the Homing button. Afterwards a message ate the bottom of the screen say system wasn’t idle. It doesn’t recorded this in the settings safety section.
I recently received my SuperLongBoard and have had to drop the X-Axis speed on my MK2 48x30 down to LongBoard defaults of 4500 mm/min due to binding. Not one to be happy about that, I’ve taken everything apart in order to figure out what exactly is causing the issue but have had no luck.
Right now, I am only running the lead screw, the two bearings, and the ACME clamping nut - the gantry and backlash nut are not attached. If I start creeping the rapid jog speed over 4000, the motor will sometimes make a loud sound and not turn the lead screw but lower speeds are fine. I’ve also tried swapping out the Z and X motor with no noticeable improvement.
I did come across this topic by Chris from 2019 talking about resonant frequencies (Fixing the X-axis Torque-out issues), which seems pretty close to what I’m seeing.
I’m thinking I might just be SOL when it comes to getting the speed improvements the SLB can offer (at least for the X-Axis), but I’m hoping that someone else might have encountered the same issue and figured out what to tweak.
@JdotPo Jon: I’ve moved your topic to the SLB category. I realize that it is a machine issue, but since it came about using the SLB higher speeds, I believe it is better here.
I just tried bumping it up to 5750, 6000, and 6250 - all with the same result. But that got me thinking: what about acceleration? I started dropping the value down from 1000 and it showed some improvements as I could get 7500mm/min with 250 mm/s^2 on the X-Axis.
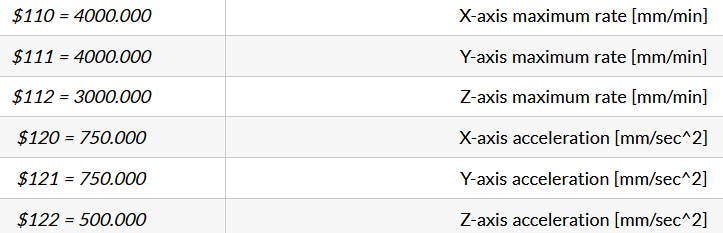
From the SLB documentation…
We tend to put more weight on increasing acceleration over speed since the majority of CNC projects consist of small movements where acceleration has a larger impact on carve time.
I have heard that many SLB upgraders have not had any issues with the new default speeds so I can only guess that my motors, while not defective, are not robust enough to handle both an increase to speed and acceleration. For now I’ll just test what the magic number for Speed is on my machine (with 1000mm/s^2) and go from there.
I’ve had no issues with either of the Y-axes or the Z-axis, so I’m guessing it’s all about the larger lead screw on the X as they all use the same motor. But if anyone has any other thoughts or insights, I’m all ears.
I’m seeing similar issues on X and have followed pretty much the same track to slowing it down. On the old LB you could dial up the stepper voltage a bit, but I do not see a way to do that on the SLB
To chime in here, I don’t believe it would be a resonance issue either - the new motor drivers are much better equipped to reduce vibration in the motors and by extension resonance. It could be possible that I’ll have to take another look at some of the factors at play for 48" LMs, but as you noted there haven’t been many reported issues on speed for new SLB owners, maybe 5%?
I’m open to suggestions because currently I see 3 possibilities:
During assembly some misaligned components are mechanically limiting the maximum accelerationor speeds of those machines. In that case we can do our best to help improve tuning to improve speeds
There’s something unique about 48" setups that will require a unique default to run them all slower
I could lower the SLB defaults across the board to improve the chances the speed isn’t too high for their machines
The other factor is that ultimately these settings are accessible so, for instance, someone with a well-tuned setup I’m sure could get away with even higher speeds! On my own setup I can reach over 7000mm/min, and 12k if I reduce accelerations which is quite the sight to see and probably approaching the max that the LongMill would prefer to move at
I appreciate the insight. Based on everything so far, I’m inclined to say it’s something with my particular set up but not unique if others have seen it as well.
I wont be able to double check measurements for a bit, but I did align the Y-axes from the face of the table and their vertical distances should be close. I also had the X-axis at the front so that too should be aligned. Testing speeds without the anti-backlash nut or Z/X gantry will have less drag but may cause more leadscrew vibrations, so I’ve been steadying it lightly by hand at the midpoint.
Other than that, I’m thinking it could be:
Motor alignment
Motor/leadscrew coupler alignment
But it’s not like there’s a lot of play in those areas as everything has a definite attachment point. I’ve also checked the bearings (both fine), and upgraded to the end clamp from the brass nut in case I was over-tightening it.
If anyone has suggestions on what to check based on the above, I’m happy to verify when I’m able. Otherwise I’ll post some pictures of my setup with additional information to see if that sheds any light.