Hi
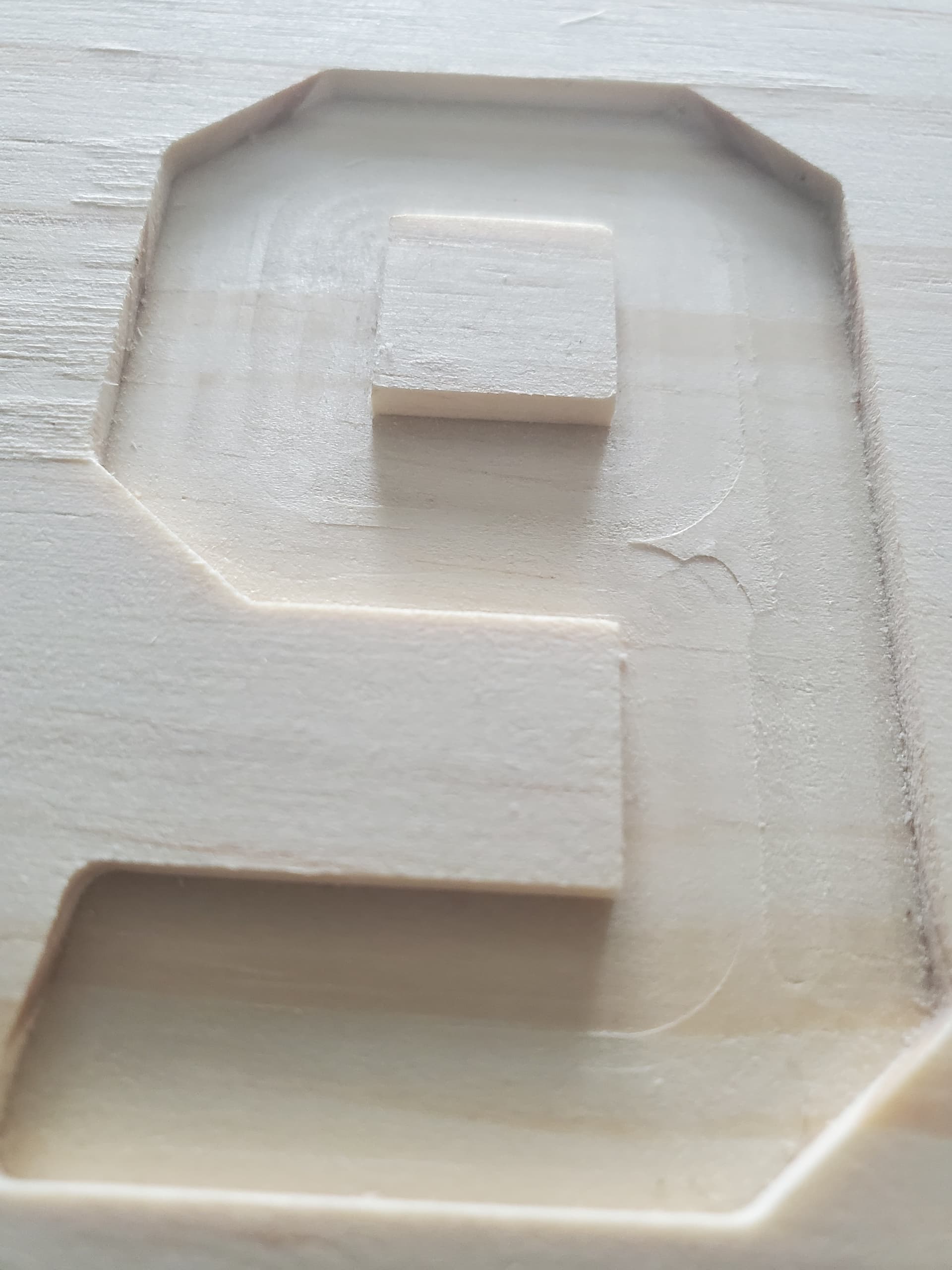
When I carve, the lines are visible where the carve occured, meaning its not completely flat.
Do i have to sand it ? What do you use to sand the bottom?
I understand stepover could be adjusted, but doubt that would make a difference.
@Bizbrar If you have not watched this video, I suggest that you do so.

Hello. Not quite what you have said. The issue of the lines in the base of the workpiece is that the router (and thereby the cutting bit) are not precisely square to the stock. If we take the number 9 as being the right way up and the base of the number is the front of the machine, you can tell which part of the cutter is not cutting square to the workpiece.
if the scored line is deeper at the front of the workpiece, then the endmill/router is leaning forward at the top and tilting it backward will make the cutter perpendicular to the workpiece and the line will disappear. Depending on your toolpath generation and the pattern of cut (it may be adaptive for example) you will need to ensure that the router and the endmill are perpendicular to the workpiece at every position within your work envelope. (the total size that can be addressed by the router/cutter).
If your spoilboard is not flat or your baseboard is not flat, you may see these cutter marks as well. finally, if your rails are not square or the attachment of the router to the X rail is not square, then you will see these marks. Look up CNC and the word tramming to try and understand why you are getting these marks. I will start you off with this really clear article…
And this one which is better illustrated.
Thanks!
So I need to do a finishing path essentially that’s slightly lower than my original cut.
If anyone uses Carbide Create, do you create 2 separate files essentially, or can it be done in 1 file?
Perfect, appreciate it. Will check to ensure mine is perpendicular.
So I ran a second finishing pass, and all it does it make the grooves more pronounced!
It’s naturally following the same carve pattern, and although I am cutting a little more to finish it off, the step kind of pattern is still visible.
Hi @Bizbrar;
No surprise there. Until you tram the router/cutter/Z axis… the marks will not be removed. They are caused by the cutter being misaligned in relation to the workpiece. Recutting in the same way will just make the tramming marks more noticeable.
@Bizbrar Are you using dust collection? What’s your work holding method?
Ok Tram it is. Will give this a go.
Hopefully this is the last adjustment.
Yes for dust collection.
I have clamps on both sides so it doesnt move.
Can you try a full depth pass without your dust boot?
Any chance it’s flexing?
Good thought Neil. Fits with the lines back and front.
Will try without the boot.
Flexing, as in the wood is not flat, and when it’s carving from one side to the other there is movement?
When the clamp around the edges and carve away material in the middle it leaves the possibility of very small movement in the stock. I don’t think you mentioned the endmill you used, but that can make a difference as well.
It’s hard to tell, but the pictures look to me like there is flex somewhere. It could be in the stock, the wasteboard or the machine itself.
Tramming is important for flat cuts, but yours looks more random than a machine simply out of tram.
Whoa! I never thought about clamping a piece like that. (at the 4:04 minute)
When I do a pocket cut around letters, I use a 1/4" bit to do the hogging out of material, then a 1/8" bit to clean up around the letters. I use the same Auto Probe to touch off both tools on Z, but the 1/8" bit ALWAYS cuts about .015" deeper than the 1/4"!!! I have no idea…maybe something like that in your project?
See, when you buy these machines, nobody ever tells you the router needs to be trammed!!! I ran the spoil board flattening, and found it was pretty bad on Y axis nod. So I looked all over youtube and found Garrett Fromme talking about needing to tram the router. So I did, but it still has some. I intend to get back to it soon and dial it in better.
Garrett Fromme has really good videos.
It is information that is very common and easy to find… however, when you first get your hands on a machine, you just want to make it do its stuff. The faster you can get up and running, the sooner you get to scratch the itch. There is a huge amount of information out there but the issue for a person new to CNC is you don’t know what to do first. Nor do new people know what is important information and what is information that can be put aside and ‘looked up’ later. Sadly, YouTube is not the best repository of engineering knowhow related to CNC machining.
My take: All of the information put out by CNC hobbyists is vital! What happens to us all when we are new to the CNC hobby is that we just cannot assimilate this important information in one fell swoop. We stumble around and do things piecemeal because we do not understand how all of the pieces fit together. We muck around with MDF, which should never be used as a spoilboard or a base board. We buy kits full of useless cutters, with no understanding of what we actually need to buy and use. (I bought a smart aluminium case full of around 40 endmills for a router and which cost me £60. It hurt to discover that more than half of the cutters were actually unusable in a CNC machine). I did not know that my collet size would limit the cutter shank size nor did I know that I could not use cutters with guide rollers. These are not for CNC work but they are for hand-held woodworking routers which can and does use them.
Following machine assembly, we see people enquiring about spoilboard surfacing. Following surfacing we hear about cutter marks on the MDF. Then we try to get to grips with slots for clamps, threaded holes, vices and clamps. Now we think we are ready and then we attempt to cut a project for the first time, we must start to understand the terminologies of the machinist. This includes stepdown, stepover, feed, speed, tolerance, toolpaths, adaptive toolpaths, pocketing, profile cutting and v bit cutting, cuts on the line, outside the line, inside the line, roughing, finishing and a few more important things in between.
The most likely issues we get, as we try to immerse ourselves in this new language, are to do with machine assembly. We had no clue about alignment during initial assembly but issues become apparent and we now see issues around rigidity and the factors which affect it. But we cannot turn back and we are knee deep in the land of lead screws, acme threads, thrust washers, V wheels, belt tension and backlash. This vast subject has a whole field of mechanical engineering to itself and we only wanted to cut a couple of signs or make a box.
If the truth be told, there would be a whole lot more satisfaction among new users if manufacturers provided the essential six months education which should be mandatory for all new users. The forums for all machines at the hobby level are awash with questions that would never have been asked if a little basic understanding was present in the new users. The CNC machine is inherently dangerous in use, if you were to get a limb or a digit caught up inside the work envelope. This alone should mandate some tuition to new users from the vendor/manufacturer.
Yes, it would doubtless add to the cost of the new machine. It would also mean that forums such as this would provide more useful information which is relevant to making stuff. This means that all new user forums could free themselves to educate and examine CNC machining. I think this would be preferable to being provided to resolve common new user problems which are likely to have been experienced by all users at some time or another.
There is a case to be made for the vendor/manufacturer to support issues arising from the use of their products. I would say that requires a direct communication between the manufacturer and the user. In general terms we see that forums get rapidly bogged down in the nuts and bolts of any user’s issues when helpful users attempt to fix an issue. One would hope that user forums can offer more to the user rather than another problem case to solve.
/rant
Yes, correct in all you said.
I’m not totally in the dark with CNC…I’m an 8-year Journeyman Machinist at a US Gov facility…run many manual and CNC mills and lathes. Write all my own programs, troubleshoot jobs, machine ops, G&M code, and cut processes. But it isn’t wood, just steel, aluminum, and superalloys…
Problem is, nearly every youtube Longmill lover tells about unboxing, assembly, setup, and cutting…all without ANY of the grief I’ve suffered for three months!!!