It might just be me but I have soft limits enabled and I have setup my M6 command with a fixed position tool probe.
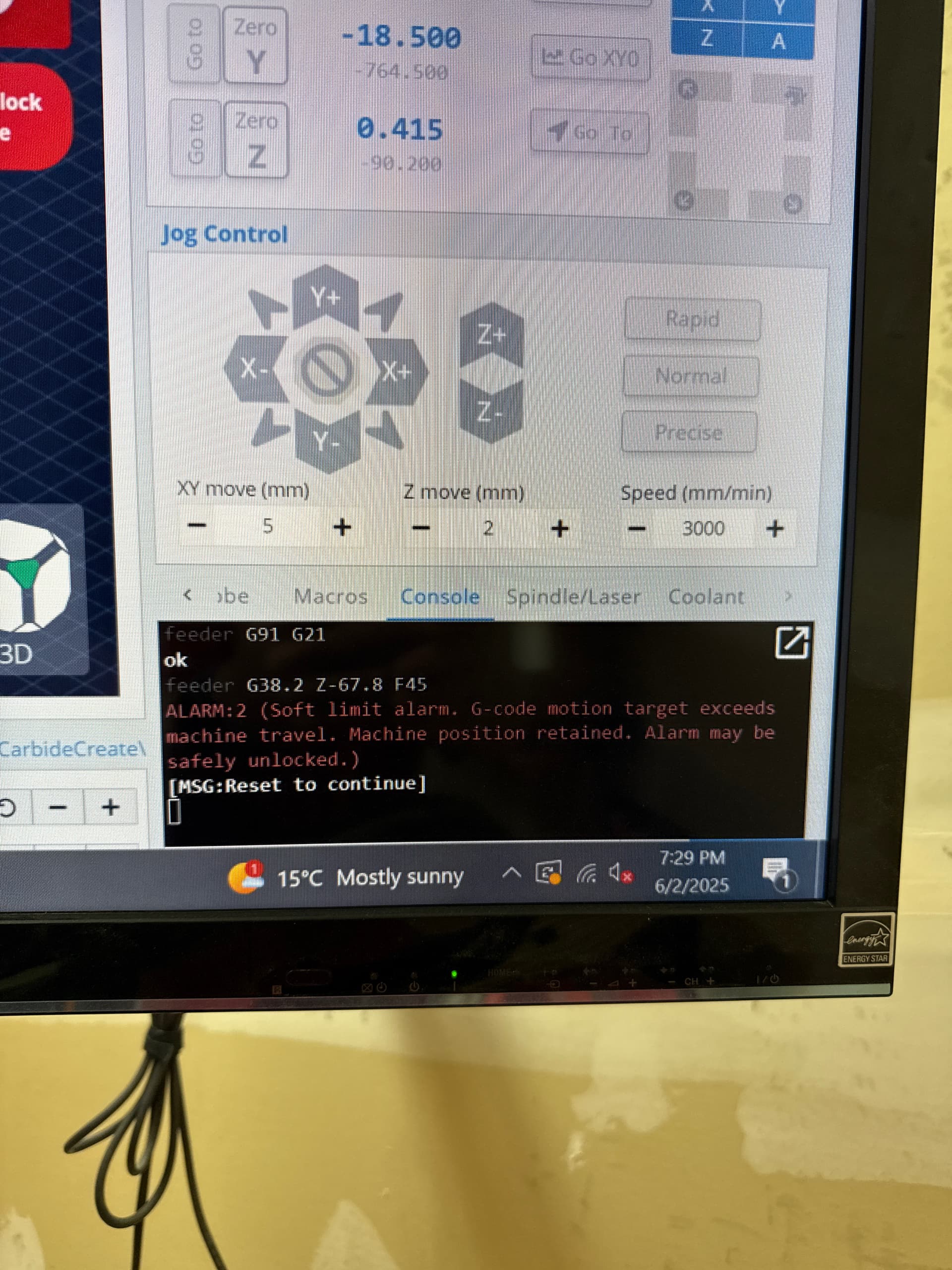
I zero Z with my touch probe and the job starts once it gets to the bit change it stops the spindle and moves to the Tool Length sensor position. I click the button to start the initial probe but the machine goes into Alarm after only moving the spindle down about 2/3 of the way to the sensor.
I confirmed that I can reach the sensor outside of the wizard so I am not sure what’s going on.
It was working before I enabled soft limits but found them useful in a lot of cases.