Kevin
The continuous jogging was indeed fixed in the EDGE 1.3.1, But the fixed location tool change is now broken on first move of the tool change z axis starts to move then locks up the machine gives error 2 soft limits. When I disabled soft limits the Y axis slammed hard into front of the machine I have no idea why worked before in 1.2.2
@TimRod I’ve created a new thread for this issue as it is different from the jogging issue.
It looks like there is a conversion happening on the position that shouldn’t be - we’ll take a look, thanks for the report.
THANKS, Just let me know
Edge 1.3.3 now does the z probe correct, But the fixed location tool change is broke again or I should say hung in cycle loop. I do a Z probe works good then start my program on first tool change M6 window pops up for for step 1 of the tool change click button and step 1 works like it should then click step 2 starts and the after it touches then does the slow touch it pulls up about
1/2" and triggers soft limits it never makes it to step 3 I can click unlock machine close the tool change window hit resume program it then goes to my x0y0z0 then starts tool change again it keeps doing this until I turn off the machine then back on and restart edge 1.3.3
Tried it in MM and Inch mode same results
I have a Shapeoko Pro XXL with a Bitsetter. I am running gSender 1.2.2 on a Raspberry Pi 5.
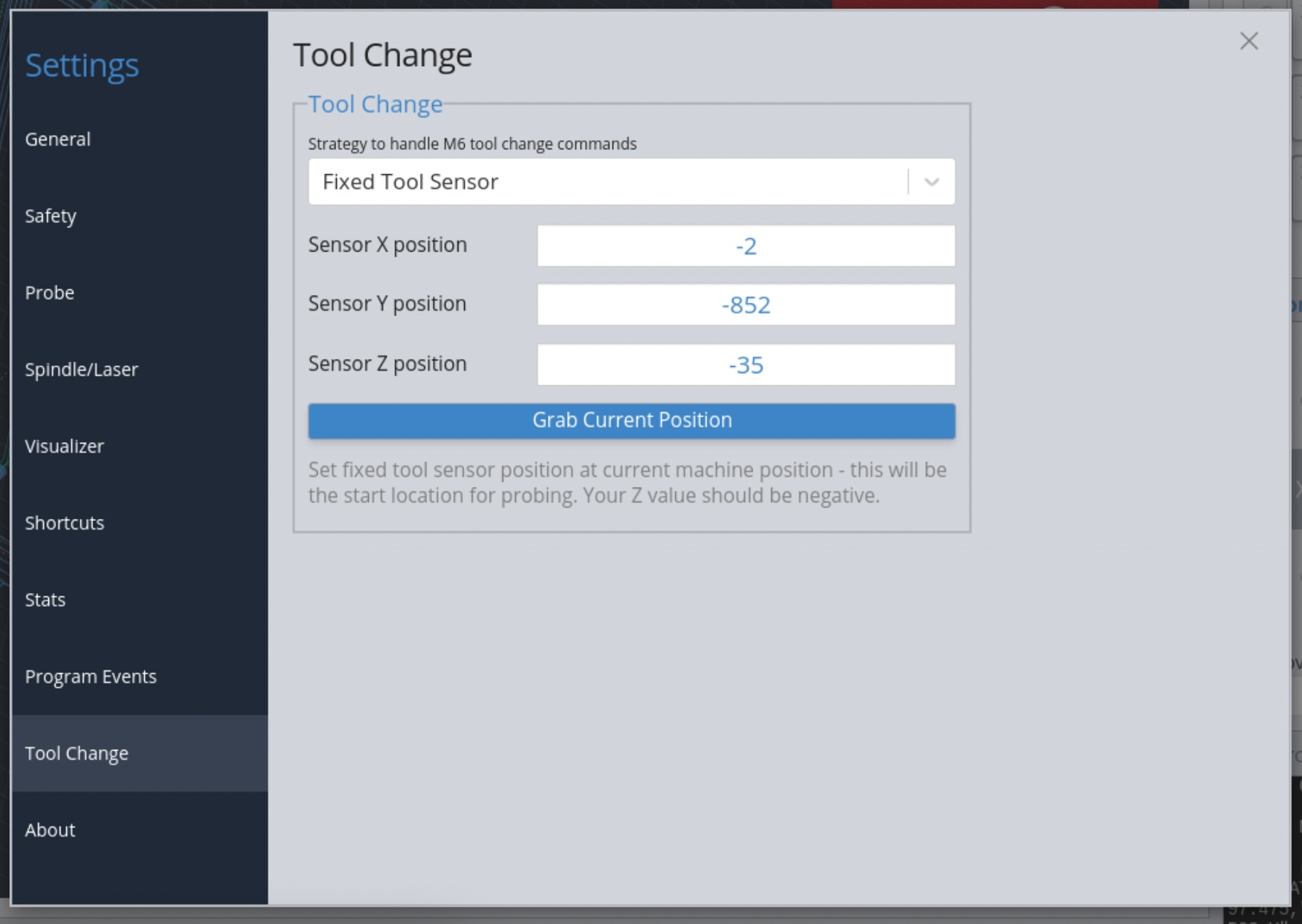
I can jog the machine to the “Fixed Tool Sensor” position without triggering soft limits (I had to in order to set the position in the settings page, but I can still do it without issue).
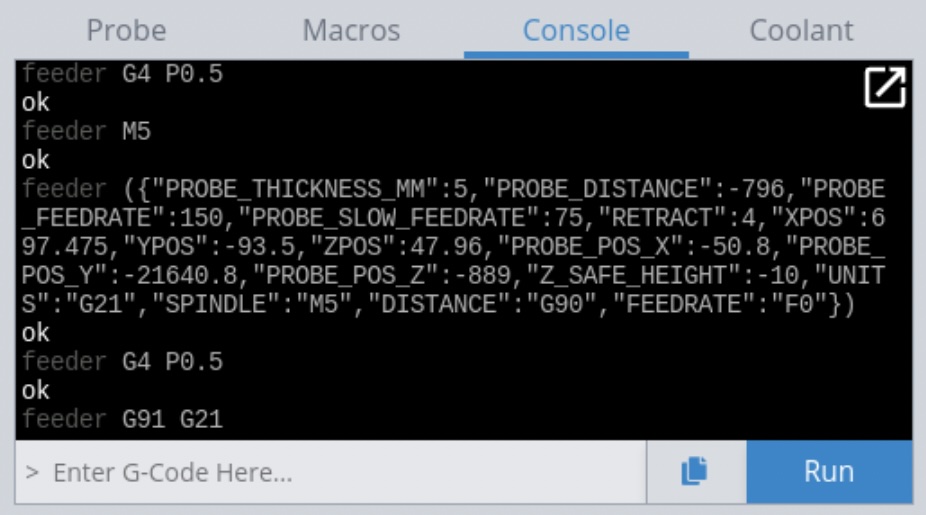
When loading a .nc file from Fusion 360 that uses separate tools, it appears that gSender is inserting movement commands that are way outside the machine area. You can see this in the console in the attached screenshot.

It appears to my novice eyes that gSender is trying to move a false probe location that does not match the settings I have input.
Any ideas?
Did this get addressed/fixed? I am using 1.2.2 and experiencing what I believe to be the same behavior.
Here’s my thread: https://forum.sienci.com/t/gsender-1-2-2-triggers-soft-limits-during-fixed-tool-sensor-change/10712
Just replying because this is still an issue that prevents me from using my bit setter and I don’t want the thread to lock.
I’m attempting to use the Fixed Tool Sensor Wizard in gSender 1.4.9 and when the Wizard attempts to send the router to the position of the sensor, I receive Error 2. Looking at the console, it appears the Wizard is still in incremental mode and not absolute mode, so when it attempts to move to the XY position (G53 G0 X250.44 Y-30.5) it causes the error, because the system is still in incremental mode, and those coordinates would definitely be outside my defined XY area.
There have been multiple, similar notes posted over the past few years, but none of them ever noted that their issue had been resolved.
ok
G90 G94 (absolute)
G17 (plane)
G21 (metric)
G28 G91 Z0 (incremental)
G90 (absolute)
(T1) (M6)
ok (Start of wizard)
ok
ok
ok
ok
ok
G4 P0.5 (pause)
ok
M5 (router off)
ok
G4 P0.5 (pause)
ok
G91 G21 (incremental) (metric)
ok
G53 G0 Z-10 (Z up 10)
ok
G53 G0 X250.44 Y-30.5 (X and Y to the fixed TLS position) FAIL!
ALARM:2 (Soft limit alarm. G-code motion target exceeds machine travel. Machine position retained. Alarm may be safely unlocked.)
[MSG:Reset to continue]
Interestingly, it seems there were a couple of note threads about 7 months ago reporting the same issues, but the original posters never reported back if they resolved their issues.
- https://forum.sienci.com/t/new-to-tool-change-whats-missing/10720/6
- https://forum.sienci.com/t/fixed-location-tool-change-issue/9421
This seems like an instance that should be fixable. Thanks for your patience @JohnOCFII, I wonder if the issue is similar to another thread I was on helping with added Pausing in the TLS wizard. Are you seeing that on your side?
I haven’t seen that behavior – but I haven’t progressed that far through the Wizard yet, as the “Error 2” appears earlier in the sequence. But I’ll be watching for it!
Thanks,
John
I am using the latest version of gSender with a Shapeoko 5. Everything is running smoothly except the fixed sensor tool change wizard. The tool length probing is working, however, when I press the “Resume Job” button, 90% of the time I will get a soft limit alarm. The alarm is caused by a request for the machine to travel in the +z direction past its limits.
As a workaround, I have been canceling the wizard at this last step and just resuming the job from the green button on the visualizer. This works fine but I don’t like it so much.
What determines the value of the Z height when I resume the job after a fixed sensor tool change? Everything else with gSender has been great; I hope there is a way I can get this working.
Edit:
starting to look at the code, the line that is causing the z travel past the limit is when it tries to return to the initial position, the z value isn’t correct
G90 ${unit} G0 Z[global.toolchange.ZPOS],
which is set with the starting point of the tool at the start of the wizard,
‘%global.toolchange.ZPOS=posz’,
Is there a way to read the value of global.toolchange.ZPOS in the console as I do a tool change?
Okay, getting closer. Looking into the Fusion 360 code that created the NC file …
G90
G17
G21
G28 G91 Z0 – go to z home location
and then
G90
T2 M6 – tool change
It seems Fusion is instructing the Z to go to its G28 home location, which is just outside the soft limits. This is when global.toolchange.ZPOS grabs the position which is a value that causes a soft limit alarm.
After looking at other posts in the forum, it seems that I can change the home location of G28. using G28.1. Does this sound like a permanent fix? When modified, will it remain unchanged through homing cycles? It’s interesting G28 doesn’t cause a soft limit.
Another benefit is the machine won’t travel to the rear corner every time the program finishes. ![]()
I just confirmed that setting the location of G28 with a z value within the soft limits does indeed solve my issues. ![]()
Maybe this will be helpful to others using Fusion 360 with the Carbide 3D post processor, and the gSender tool change wizard.
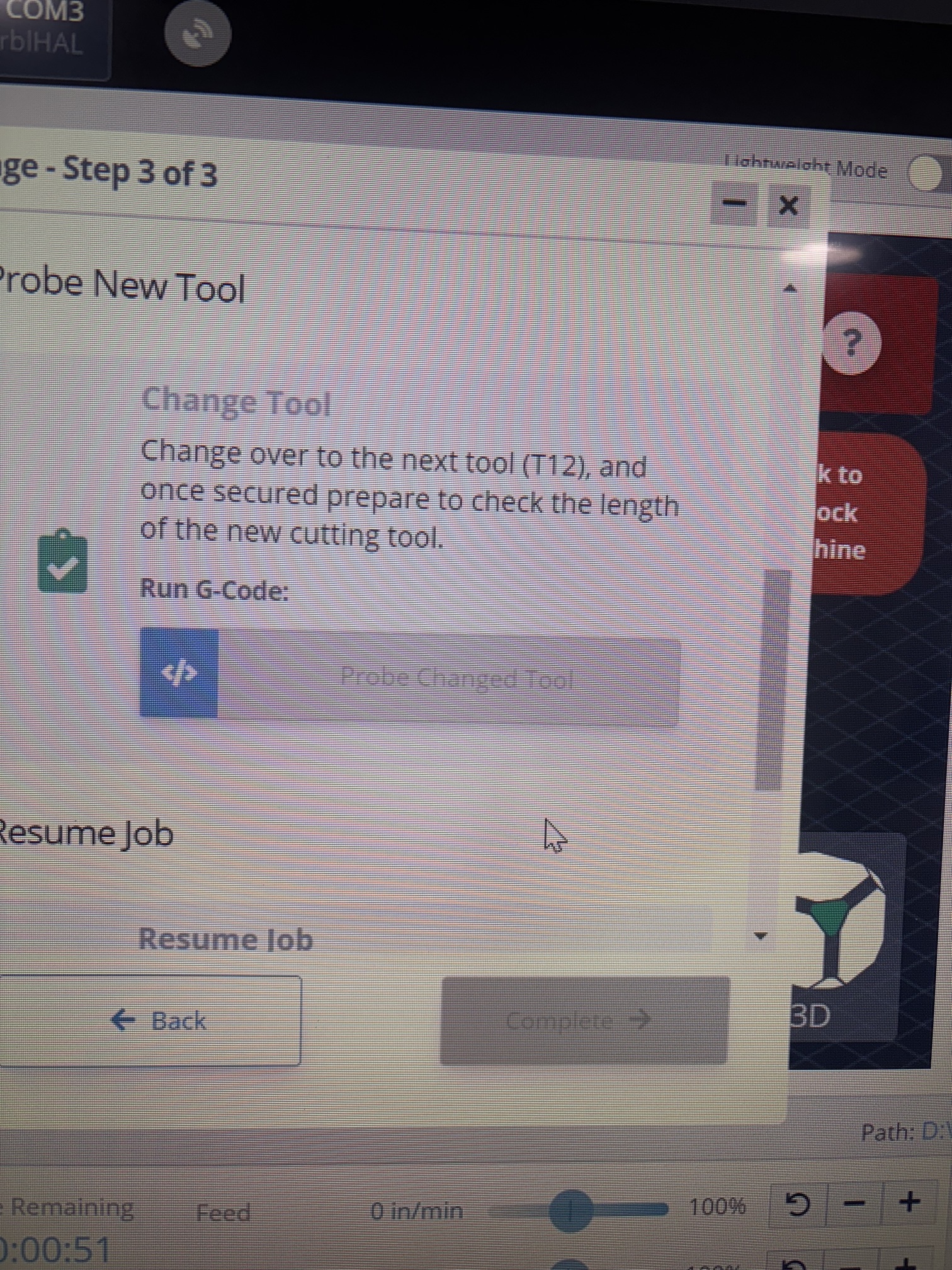
Hello, Im having an issue while using any of the tool change wizards, particularly the fixed tool probe option, but all share the issue. While running or starting a file, It will pause at m6, allow me to probe old and new tool, but after probing, before allowing me to resume cutting, it will send the Z-Axis all the way up until it hits either soft limits, hard limits (limit switch) or until it just cant if those are disabled.
is there a way to tell gsender what z value it should return to during this process? it appears as though its attempting to send the z axis into a positive value, which is up past the machines homing limits.
any help would be greatly appreciated
As I understand the M6 is a firmware macro, so this should be in there somwhere, how you edit it i really don’t know. i want to change the speed on the probing on mine.
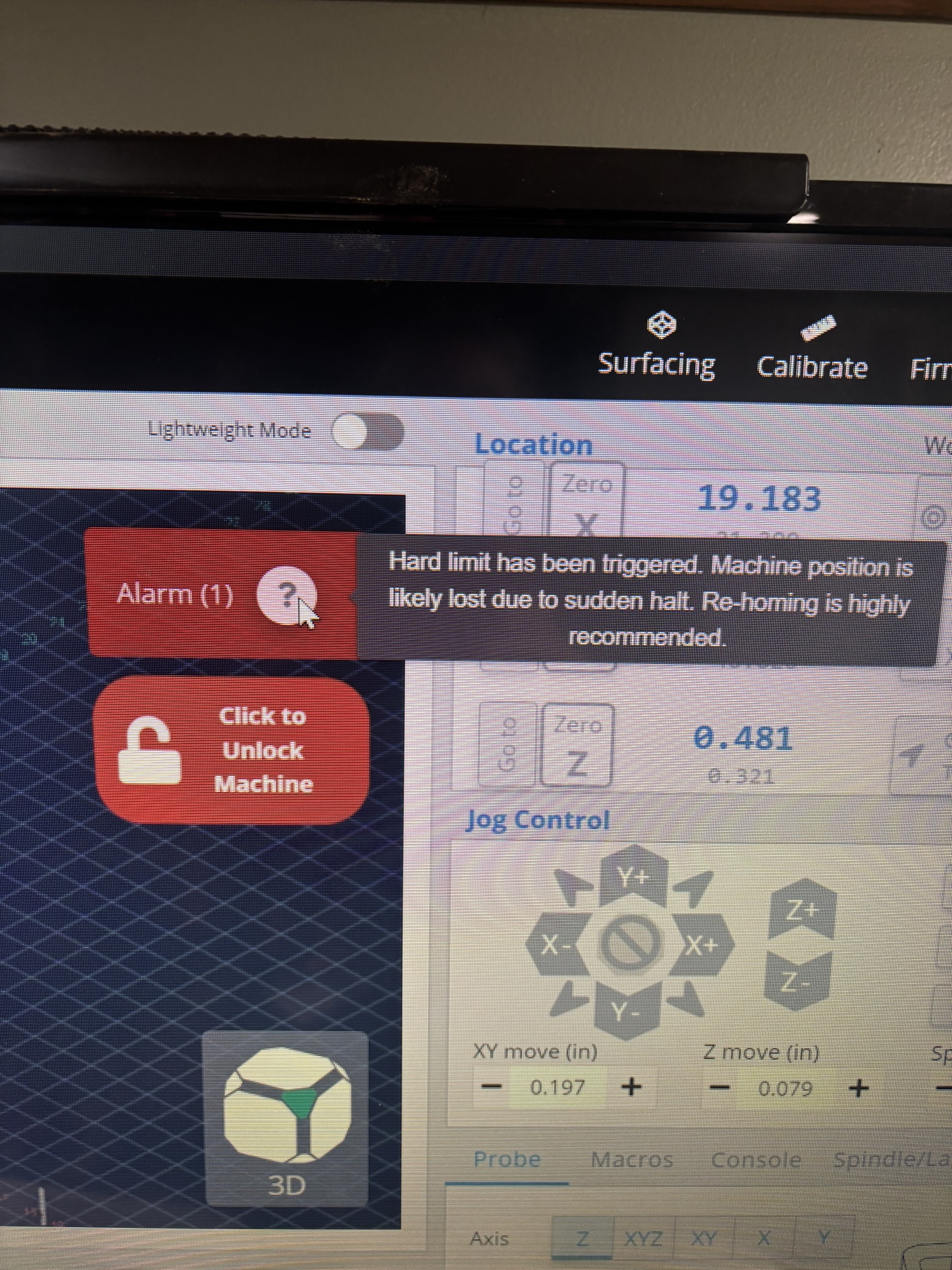
Not sure why I’m getting this alarm during Tls probing . It probes the initial tool after its first job then it calls for tool change , I change the tool and just as it finishes the probe sequence the z raises up , triggers hard limit alarm .
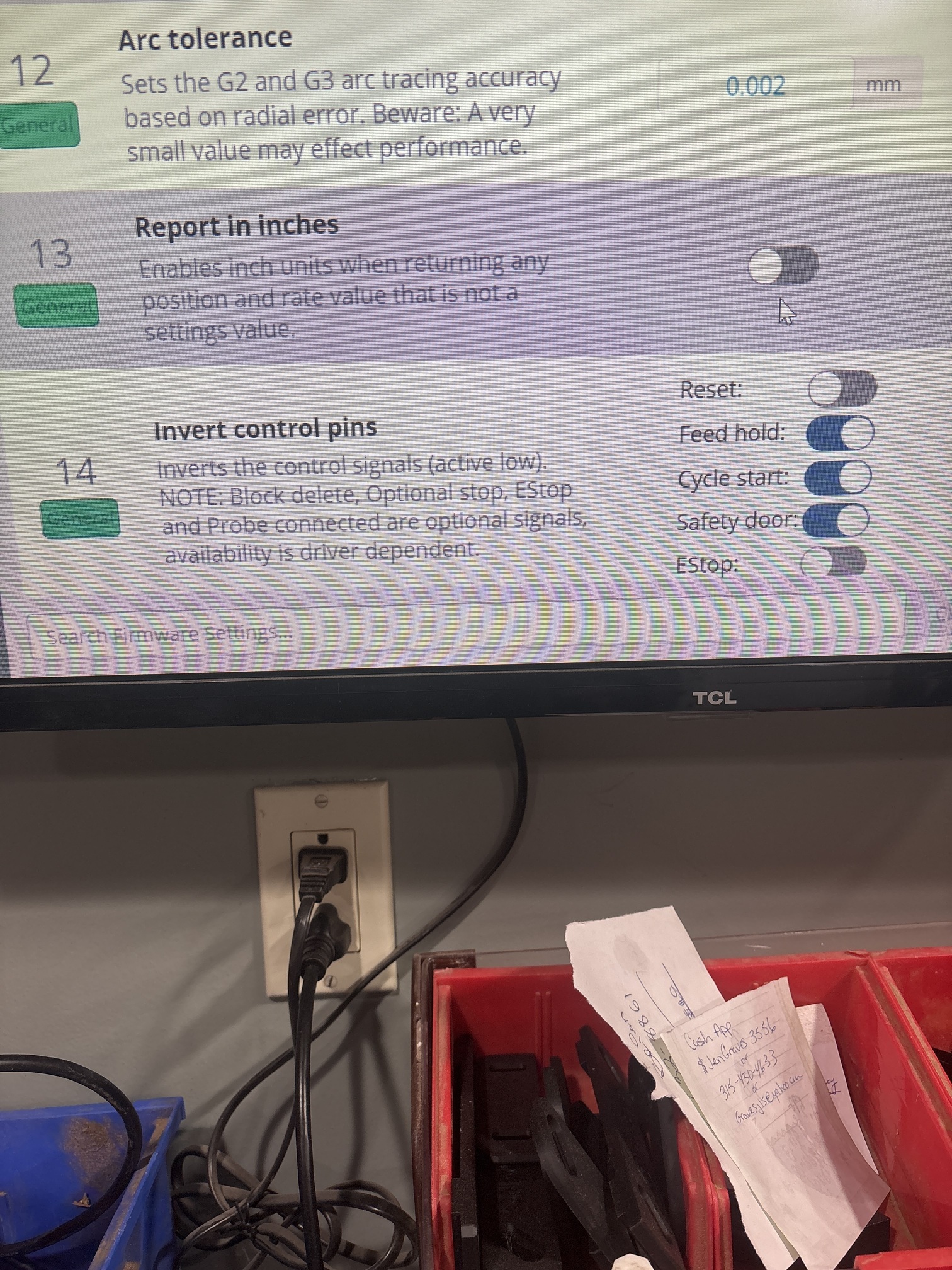
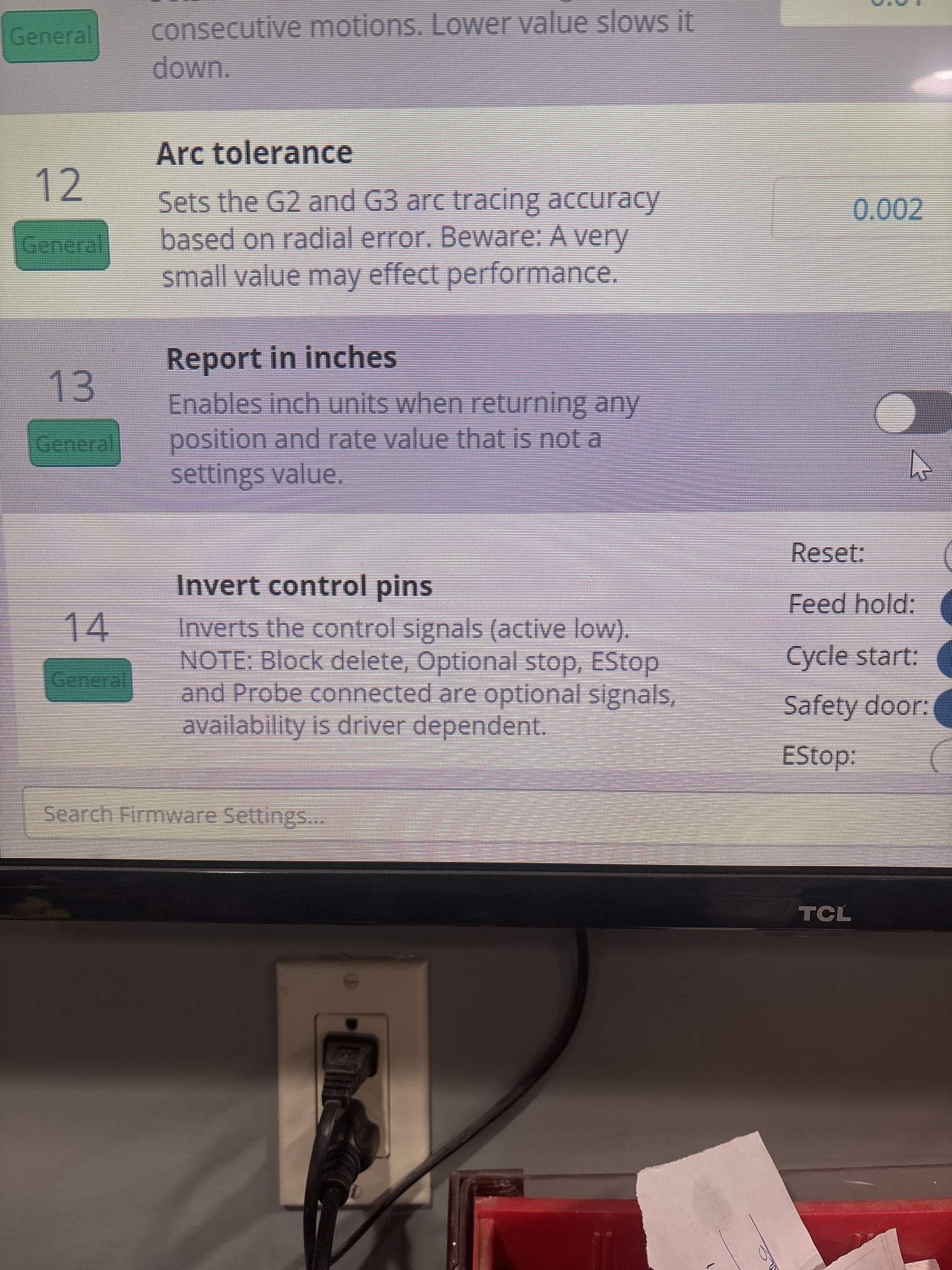
Fwiw I have soft limits turned off. [EDIT] fixed , 3rd pic shows $13 needs to be disabled .
Any ideas on a fix ?