So, something I have seen proposed in another Facebook group, (GSENDER related, but definitely would require some kind of probe.)
I am not sure if I can explain it properly, so I will attempt to use the example that was proposed.
The Short version, It would be nice if the Longmill could be used to “find the work”
One of the groups I belong too, is for Cutting boards, people will make them up, glue up, sand and then seal.
A few individuals, have started to put Bevels, “Drip Trays” , Logo or Inlay’s into the work. but struggle with lining them up. and after 30-40 hours of making a cutting board, the last thing you want is to make a mistake on the CnC
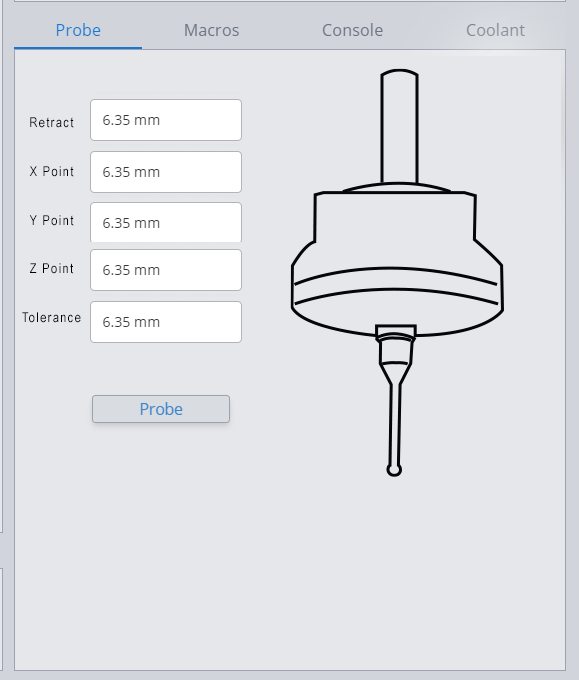
I would like to be able to have the longmill, do a kind of Find, and have it define the actual workpiece, then based on the results, it sets the XYZ 0 at the center of the work. (as well as report out the Work dimensions.)
Then I know the Center of the Work is true center. I could put a Bevel on the block of wood, because I know EXACTLY the mm to the detail
Truth be told, with this kind of information, you could tell if your project is skewed as well ,
Because a X1Y1 - X1Y550 and X500Y500 - X500Y450 reports the block is not centered properly.
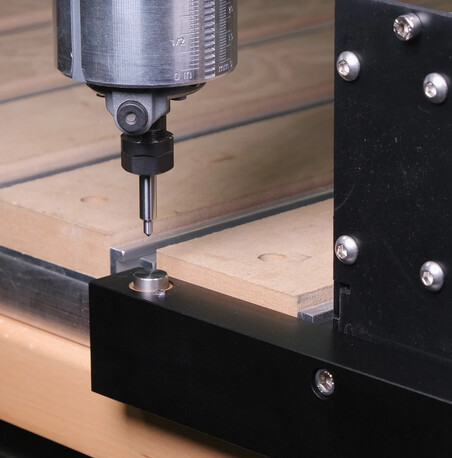
Probes available from Ebay