Usual preface, I’m with PreciseBits. So while I try to only post general information take everything I say with the understanding that I have a bias.
I’d first test to see if this is actually deflection. There’s a simple test you can run that will let you directly measure the deflection for slotting.
What you want to do is to make 2 cuts with a gap between them cutting in opposite directions (use the same setting and material as your cut). The length of these doesn’t really matter as long as they are long enough to get up to speed. Do this for both the X and Y like below.
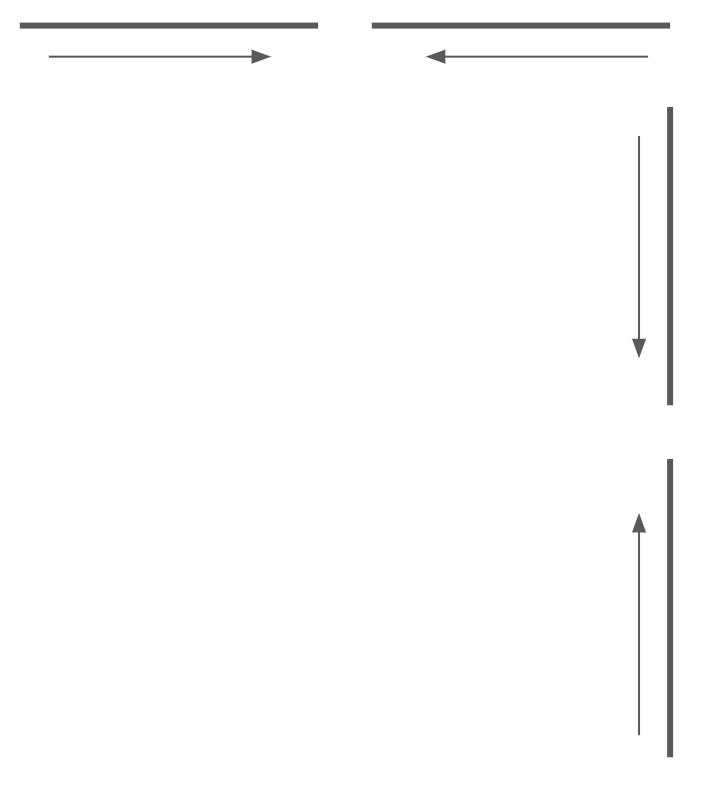
Cutting these in 2 different directions changes the side that will deflect. You can then you can measure the difference between the top or bottom edges and divide it by 2 to get your deflection for that axis. Use the middle of the lines as the ends are actually cut slower due to acceleration and deceleration. Some people also like to cut a long continuous line above both the segmented lines to have something to measure against.

If it is deflection and really 1mm that’s quite a bit and I would first guess that there’s something mechanically wrong. Regardless, deflection is caused by an increase in cutting force which is effected by tool geometry (rake, helix, edge radius, etc) and functionally cubic material removed for flute per revolution. So for the same tool geometry any increase in chipload (feed/RPM/flutes), stepover, pass depth, or tool diameter increases the cutting force. Different tools also have different geometries that can effect this quite a bit. As an example a soft media tool will have a high flute rake compared to a “general use” tool and require less cutting force to cut the same chip. Or a higher helix (flute twist) will change the force direction into the Z.
One of the reasons that you will see this in the start of a cut is that you are plunging and effectively pausing (straight plunge) or gradually increasing your pass depth. The straight plunge will deflect and then come to rest leaving a notch. The ramp will slowly take up the force but end up with the same deflection at the end of the ramp.
In some of your other examples like corners is because the machine has to slow down in direction changes. The sharper the angle the more it has to slow down and this slow down changes your feed (chipload) causing less cutting force and therefore less deflection. In the cases of curves this becomes worse if you are cutting lines instead of arcs. Cutting arcs keeps the machine at closer feeds depending on the angles but requires the CAM and controller to both understand them and be able to use them.
Hope that helps. Let me know if there’s something I can expand on or help with.