Hi all -
Just getting back into CNC after a long gap and I’m running into a persistent issue. Some details:
Vectric Aspire 12.5
Longmill MK2 with SLB and homing switches
gSender 1.5.7
Simple project, cutting a profile path through 1/8" acrylic.
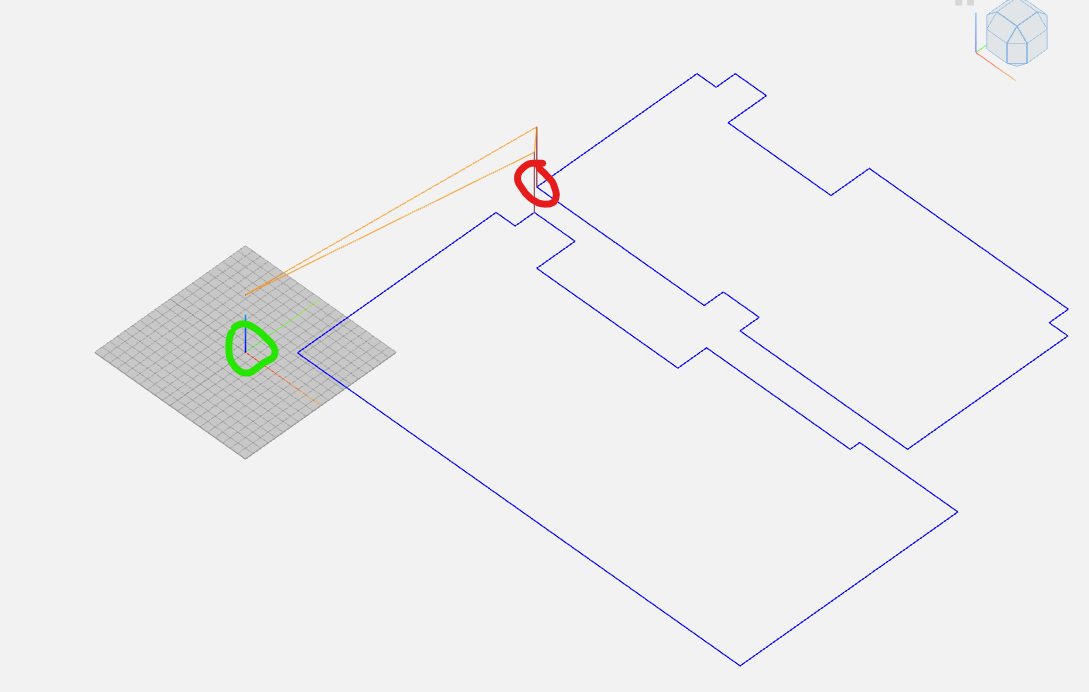
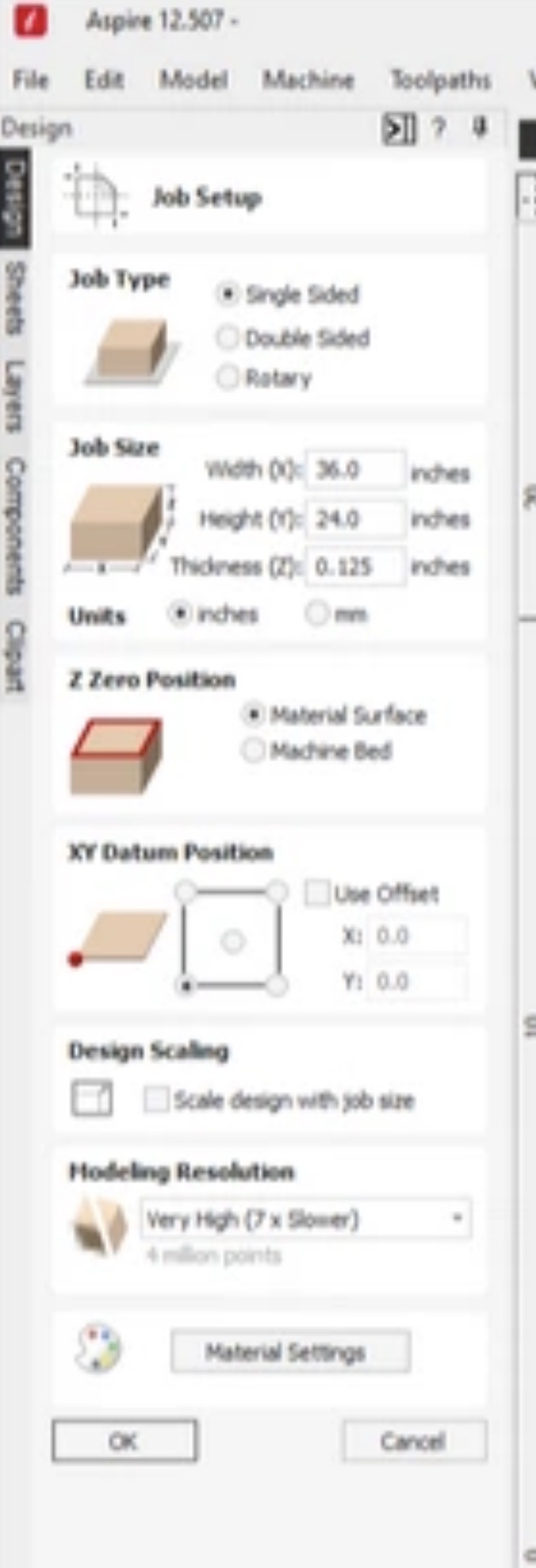
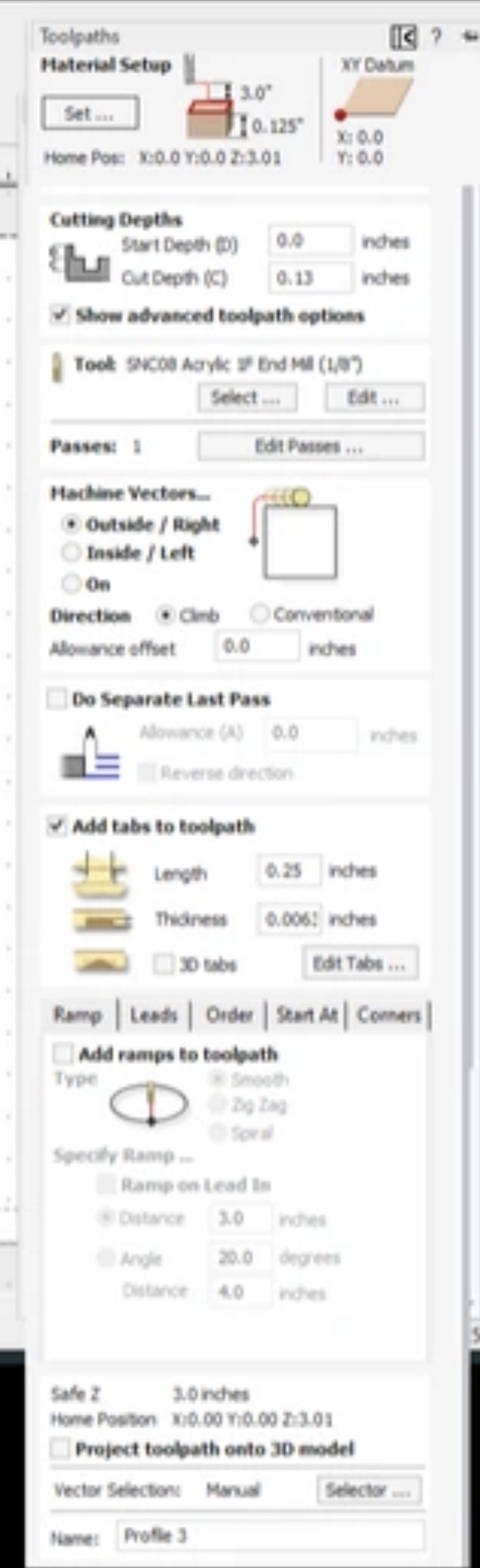
Material thickness set to 0.125" in Aspire. Profile toolpath created, preview looks good. Rapid gaps for clearance/plunge set to 3", start point is X0/Y0/Z3".
Load the toolpath into gSender, looks good. Acrylic is mounted to spoilboard.
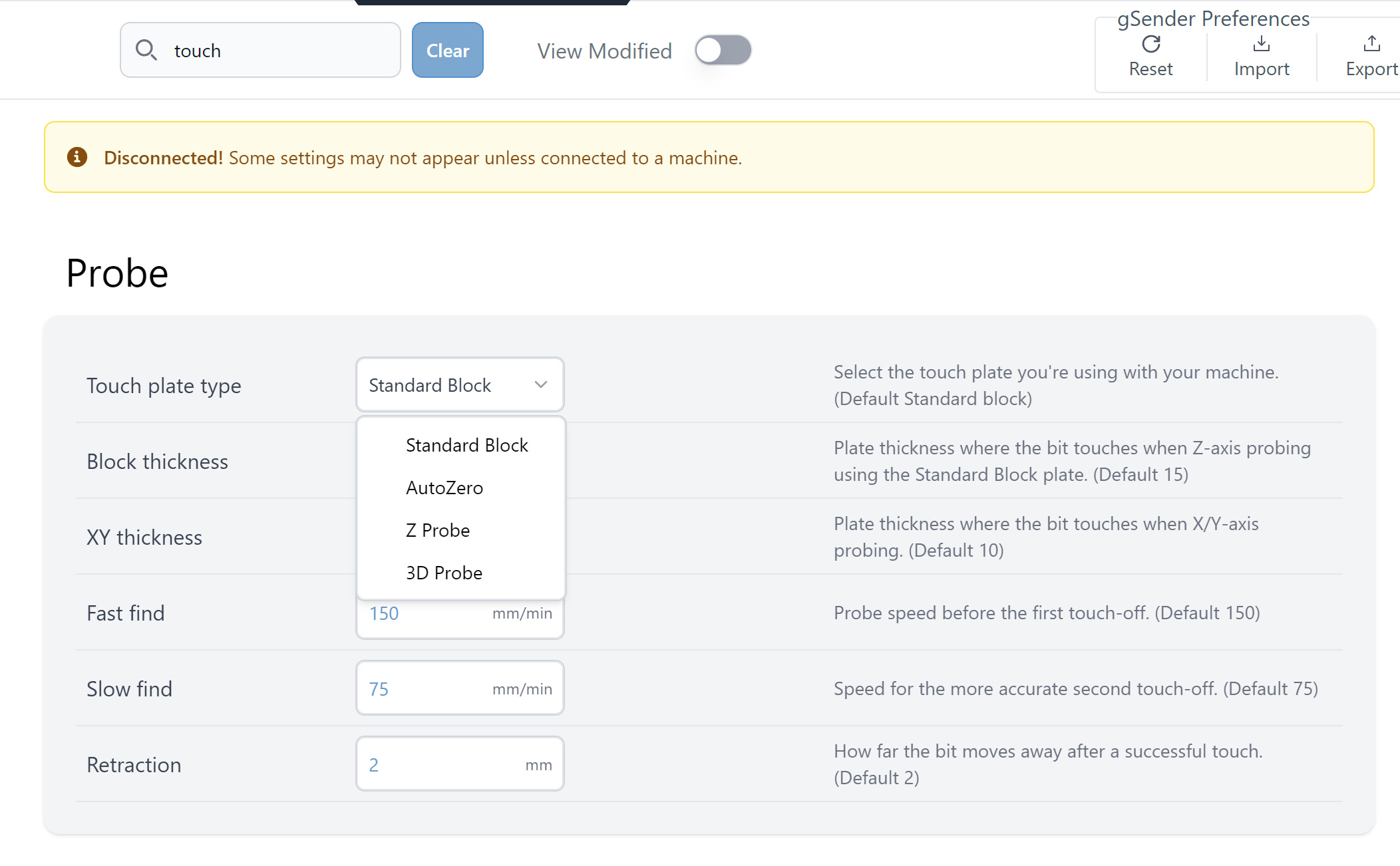
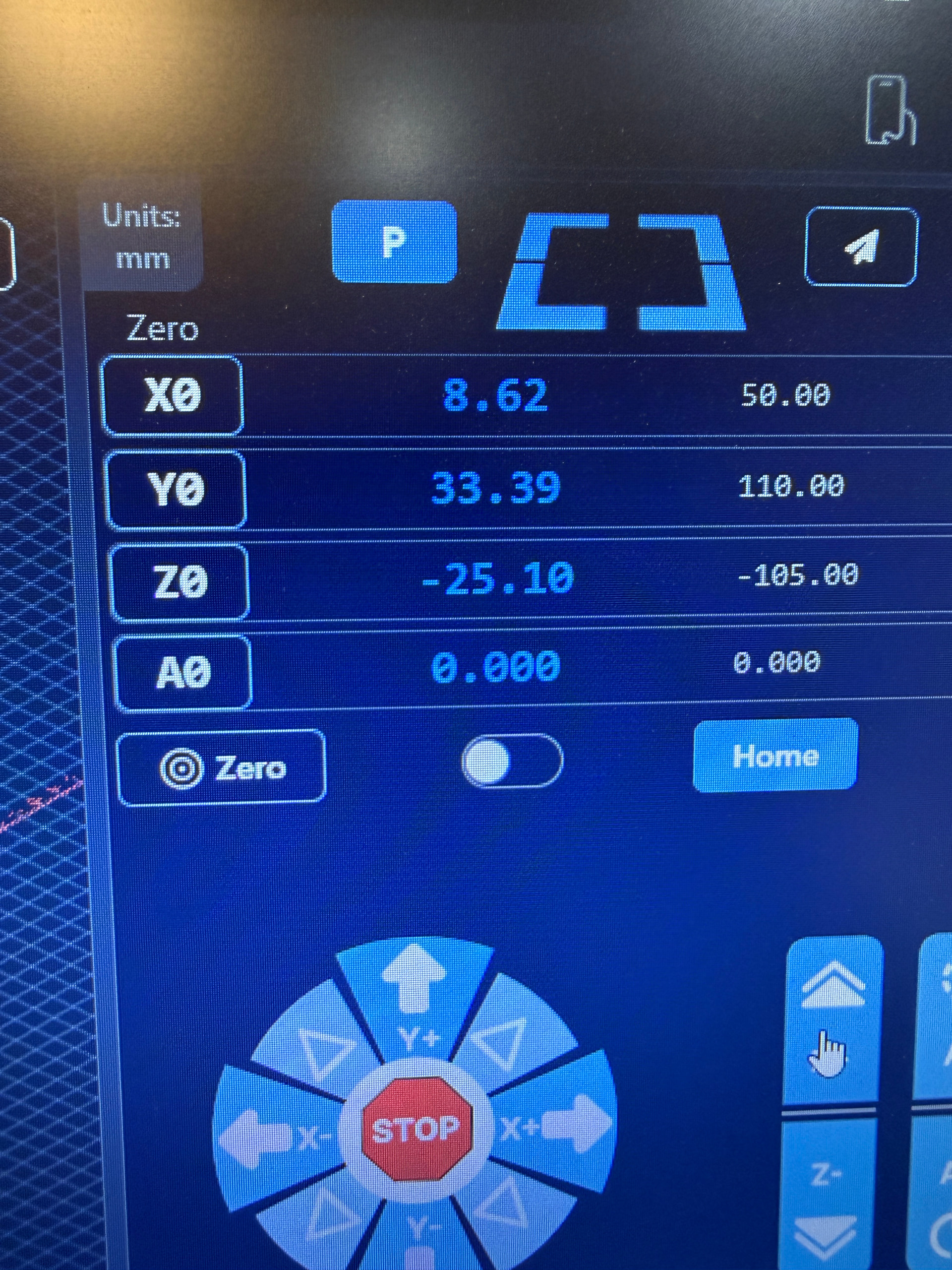
Home the machine, machine is zeroed using AutoZero Touch plate, X0/Y0 correct, Z height is 1.0 mm off the acrylic.
Run an outline and it goes just fine, returns to start point correctly.
Start the job, it moves to the start point for the first project and buries the bit into the spoilboard. I checked everything I can think of, no idea what the issue is.
Any help?
I’ve included the CRV3D file for those with Aspire to check it and also the .gcode from Aspire’s output.
Thanks for reading.
Profile 3.gcode (922 Bytes)
ethan-aquarium.crv3d (131 KB)